 多层陶瓷电容器(MLCC)凭借其高容积比、低等效串联电阻(ESR)以及卓越的高频特性,已成为现代电子电路中应用最广泛的被动元件之一。然而,MLCC本质上是一种陶瓷脆性元件,其多层交替堆叠的结构(陶瓷介质层与内电极层)在面对复杂的机械、热、电应力及恶劣环境时,表现出较高的失效敏感性。深入解析MLCC的典型失效形貌,不仅有助于快速定位故障根源,更能为产品设计优化、制造工艺改进及可靠性提升提供科学依据。下文基于行业典型案例与材料科学机理,对MLCC的各类失效模式进行系统化梳理与深度解析。 1、电应力导致的失效熔融通道延伸:以耐压最薄弱的点击穿点为中心,熔融痕迹向两侧内电极呈放射状或线性延伸。 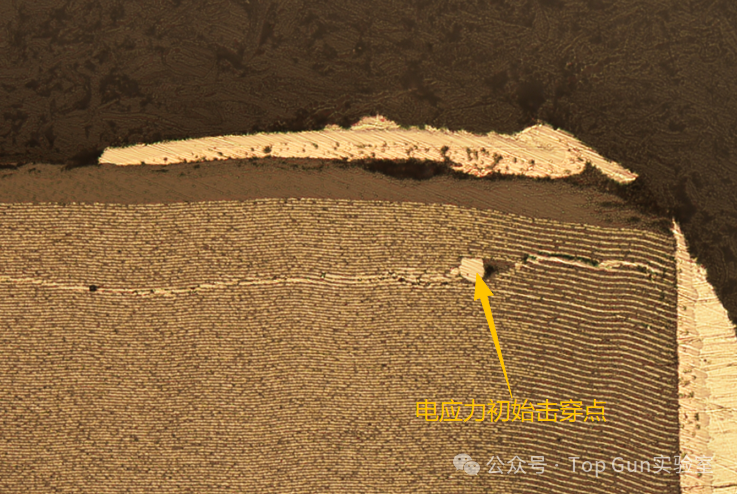 介质二次损伤:击穿短路发热导致发生二次损伤,形成介质分层形貌。  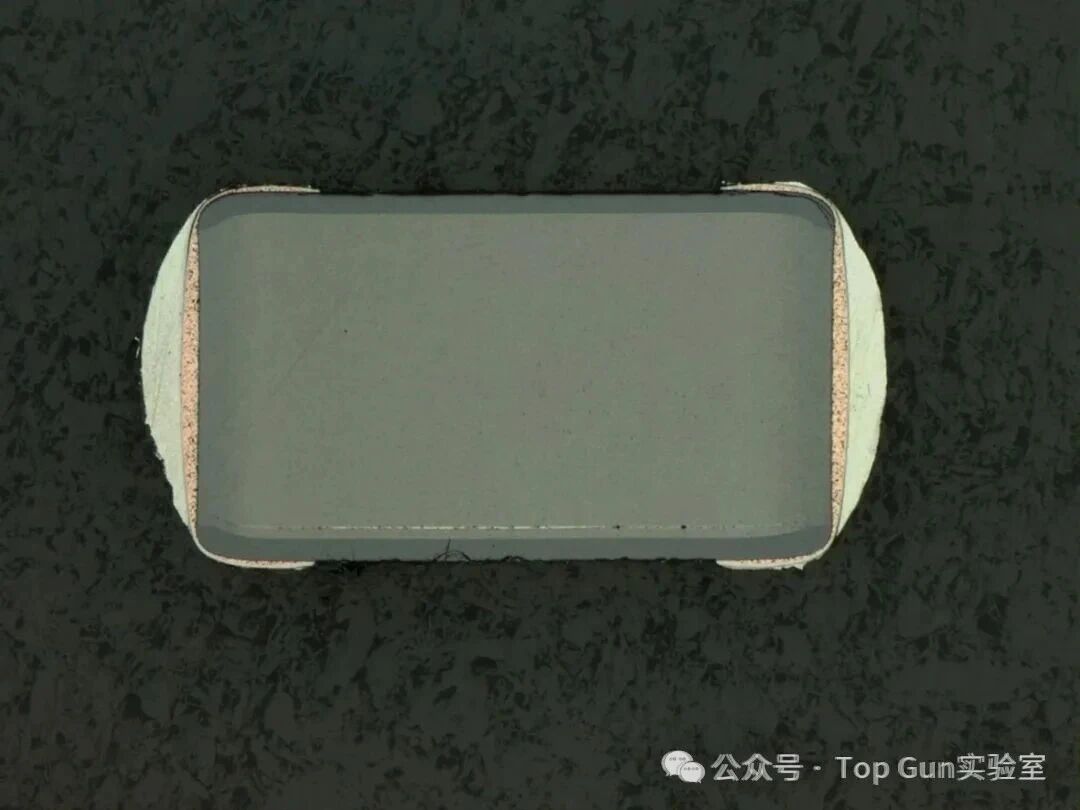 2、机械应力失效 机械应力失效是MLCC在组装与服役过程中最频发的模式。由于陶瓷基体抗弯曲能力较差,当外部载荷超过其断裂韧性时,会诱发破坏性裂纹。 弯曲应力失效形貌:MLCC在PCB上焊接后,其陶瓷本体与PCB之间形成一个刚性连接。当PCB发生弯曲、扭曲或受到冲击时,MLCC会产生裂纹,裂纹通常起源于MLCC的端电极附近,并以大约45°角向芯片内部延伸。 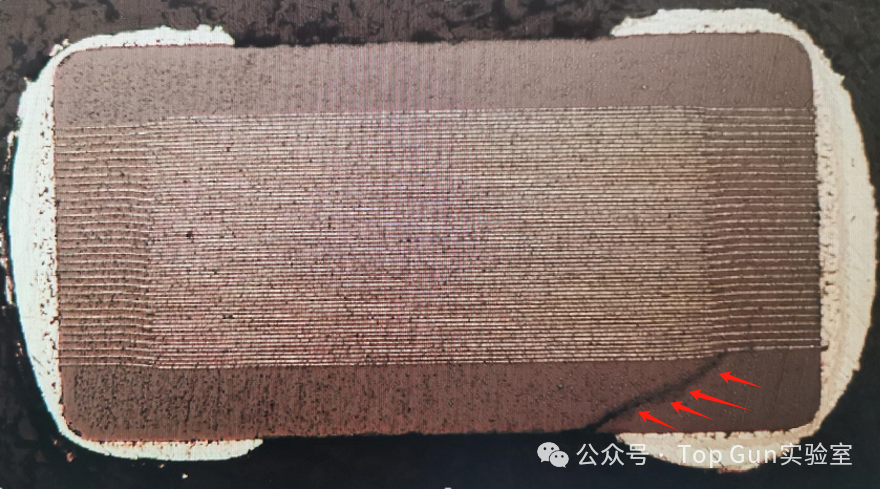 撞击损伤形貌:不同于单纯的弯曲裂纹,此类失效在外观上通常可见明显的机械撞击痕迹。失效短路点多靠近护片区域,且在微观上表现为多层内电极的熔融与挤压变形。 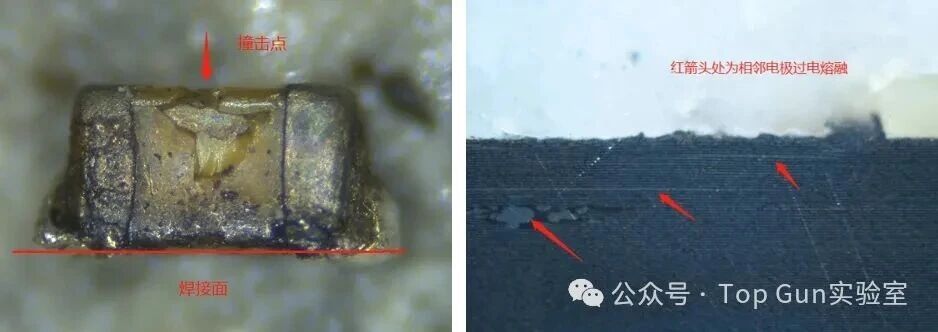 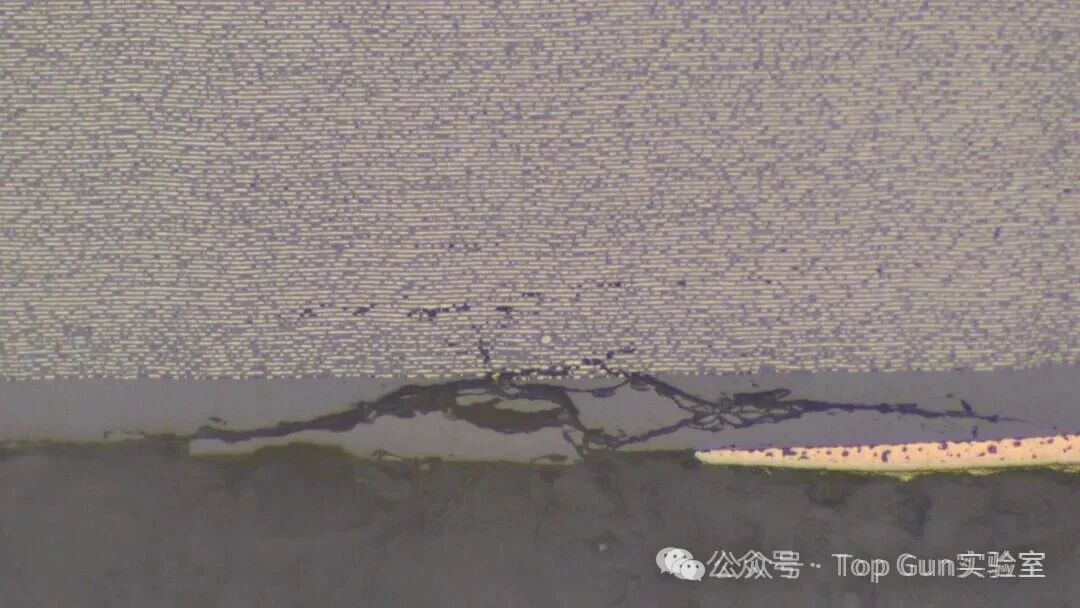 3、制造缺陷相关形貌制造过程中的工艺偏差常引入内部隐患。其中,电极结瘤是极具代表性的缺陷形貌,表现为内电极局部异常增厚或形成瘤状突起。此类结构会导致局部电场强度剧增(尖端放电效应),成为电击穿的诱发点。 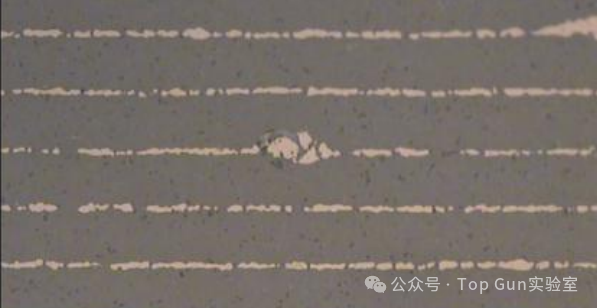 4、热应力失效热应力失效源于MLCC内部各材料(陶瓷、金属内电极、焊料)之间热膨胀系数(CTE)的不匹配,在温度剧烈波动时产生瞬态热机械应力。典型的形貌:月牙形裂纹,在受热不均或热冲击(如手工补焊)时,MLCC表面或内部常形成弧形或月牙状的应力裂纹。 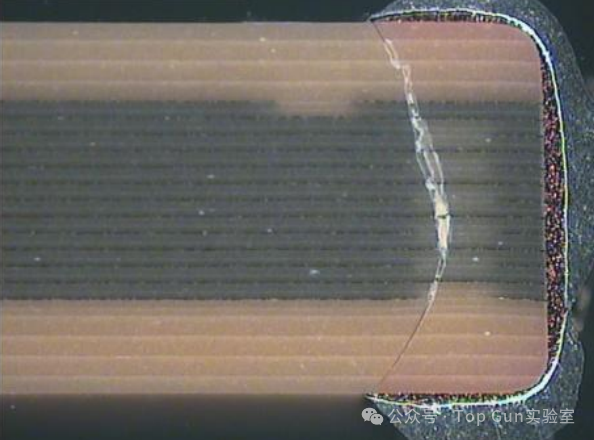 5、材料缺陷失效机理:氧空位(镍电极陶瓷电容器) 镍电极在高温环境下极易氧化,镍电极陶瓷电容器在烧结过程中必须使用还原性气氛,此时瓷粉主体的钛酸钡容易失去氧,形成氧空位,导致介质材料半导体化。 电容器在还原气氛烧结,产生氧空位Vo及电子(e),致使导电性增加,绝缘电阻降低。  由上图可知,在高温加电压作用下,氧空位会开始活跃,并穿越晶界往负极移动使得内电极/陶瓷介面阻抗下降,导致绝缘破坏。所以降低电容器中氧空位的浓度对提高其绝缘电阻至关重要。在烧结过程中,通过高温补氧的方式对氧空位进行氧回填是目前避免氧空位形成的最切实有效的办法。当然,补氧不是越多越好,补氧过多会造成MLCC内电极氧化。 |



