一、封装设计 1.金线的选择 金具有导电性良好,耐腐蚀性高,不易氧化等特性。是目前半导体封装中主要的键合材料。金线的选择主要考以下几点: 1)纯度:99.99%,99.999%等。根据不同的掺杂元素及比例,得到不同的金线型号。
Tananka25um金线的部分类型及特点
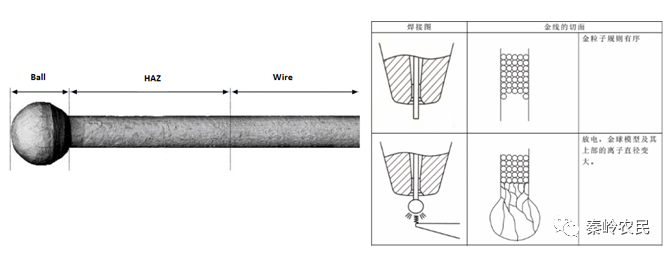
4)热影响区HAZ(Heat Affected Zone) :烧球后的热量对金线内部晶粒的影响区域。由于高温作用,该区相较于金线其他部分,晶粒变大且硬度减小将近20%,该区的长度及晶粒大小会影响线弧的形状和强度。
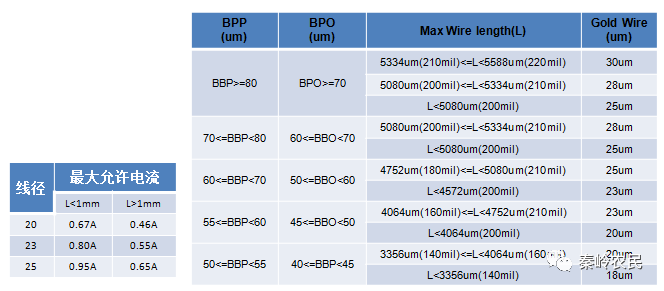
5)线径:金线直径,根据产品最大允许电流,BPO尺寸,loop长度和高度等因素选择。
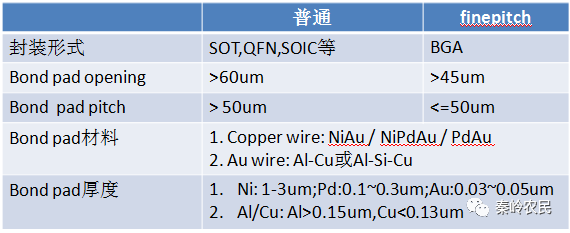
2. 芯片pad设计规则
封装一般是用L/F或Subtrate作为支撑。
二、WB工艺 1 工艺 WB工艺采用热压超声键合技术,在一定温度及时间条件下,利用超声功率、压力共同作用于金球及焊接位置上,使接触面两种金属之间发生变形及原子扩散从而形成共金,实现die与package之间的可靠电路连接。
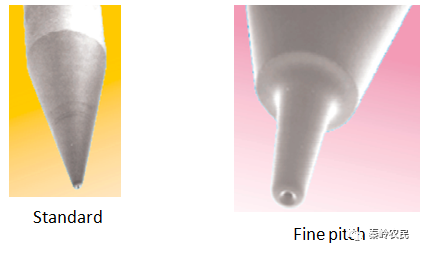
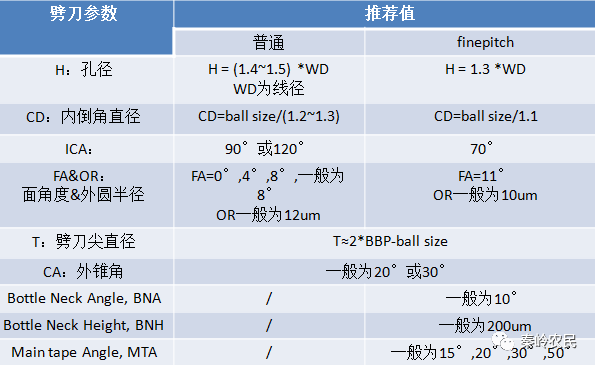
2. 主要参数对键合的影响 1)Temperature:去除键合面上的湿气,油污等,促进原子间扩散。温度过低,无法形成键合;温度过高,焊点形变严重,易损坏电路。 2)US Power :使劈刀震动,摩擦破坏FAB及接触位置的氧化层,促使原子间键合。US Power过大,ball neck处易损伤,严重时破坏铝层;过小,键合强度不够。 3)Bond force:将金线固定于焊接位置,使金线与焊接表面紧密压合,使金线延展变形。Force过大,金球形变严重,易损伤pad ;force过小,压合不够,无法完成键合。 4)Bond time:US power及force的作用时间,时间过短无法完成有效键合;时间过长易引起ball neck处断裂损伤。 3. 劈刀的选型 劈刀是WB中重要的辅助工具,劈刀的好坏决定焊点的外观及可靠性。 劈刀型号需根据产品的实际情况来选择,综合考虑金线线径、PAD尺寸、PAD间距、弧高等因素。一般分为普通劈刀及fine pitch劈刀。
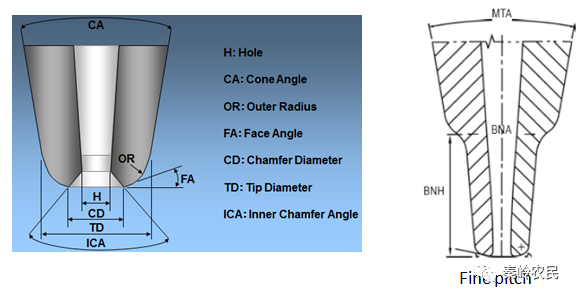
3.1劈刀的剖面图及参数
3.2 影响1st bond 的参数: 1)Hole:固定金线使得金线中心与孔径中心重合。 2)CD 和ICA:配合作用,ICA越小,CD越小,则金球直径越小 >> 劈刀下降过程中将FAB固定在劈刀中心; >>把超声波的能量及压力传递给金球,在瓷嘴内部搓压金球使键合更加牢固; >>控制金球尺寸。
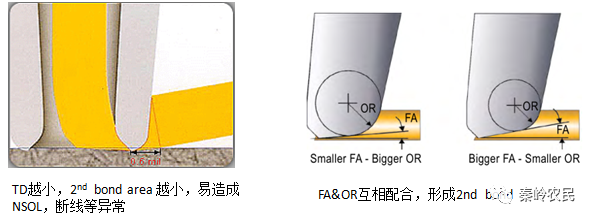
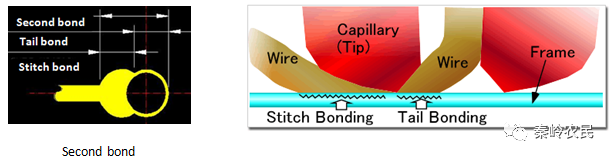
3.3 影响2nd bond的参数 1)Tip:Tip越大,2nd bond面积越大,可靠性越好;tip过大易碰到相邻线弧; 反之,tip过小则2nd bond面积过小,键合强度不够易引起NSOL。 2)FA&OR:二者互补关系 FA保证鱼尾有足够的厚度,一般FA=0°,4°,8°,11°。 OR确保鱼尾区域过渡平滑,避免产生裂纹。
3.3 影响loop的参数
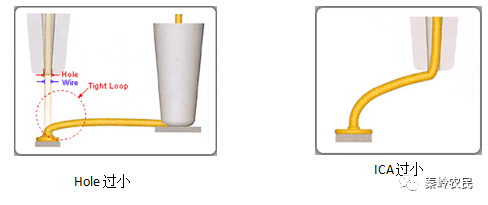
1)Hole:hole过小,金线在键合过程中放线不顺畅,导致线弧过紧。 2)ICA:ICA过小,键合过程中易伤线。
3.4 影响线尾及FAB的参数 1)ICA&FA:二者形成的夹角大小决定切割边缘的锋利程度。 一般FA>=8°,则ICA=120°;FA<8°,则ICA=90° 角度过大,易导致线尾没有彻底切断,2nd bond 容易被整个拉起; 角度过小,线尾容易提前从2nd bonding区域脱落,导致频繁无线尾或线尾短无法形成FAB。
4. 打线可靠性标准 一般从以下几方面验证键合参数的设置是否合理,键合强度是否符合可靠性标准:外观、引线抗拉力强度、金球剪切力强度。
4.1 外观 1). 1st bond a. 金球外观正常,不超出pad b. 金球neck处无裂纹,无损伤 c. 金球厚度约为金球直径的20% d. IMC大于金球直径的75%(NPI) e. Pad无弹坑,底部完整 无损伤(NPI)
2). 2nd bond a. 鱼尾完整并完全在键合区域内; b. 鱼尾过渡平滑无裂纹,无peeling。
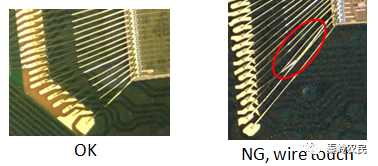
3). Loop a. 线弧正常无扭曲无坍塌,表面光滑无损伤; b. 线弧间距大于2倍线径。
4.2 引线抗拉力强度测试 对线弧进行抗拉力测试,检验键合的强度及线弧参数设置是否符合要求。
常见的金线抗拉力强度标准如下表1所示,其他线径的标准参考下图1.
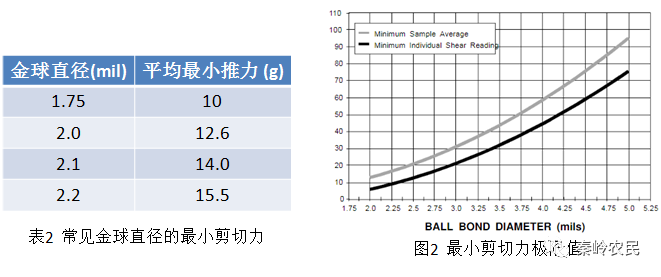
4.3 金球剪切力测试 对金球进行剪切力测试,检验键合强度是否符合标准。
常见的金球剪切力标准可参考下表2,其他大小的金球可参考图2曲线
5.线弧设计
根据设计要求,die表面到封装表面的距离、线弧长度来选择线弧模式,从而得到不同的线弧。 根据线弧高度可分为:正常线弧60<H<150um,超低线弧H<60um。 也可按线弧长度分可分为长线弧L>1mm和短线弧L<1mm。
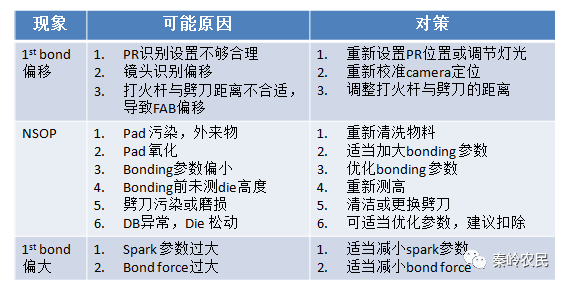
6.常见不良及原因分析
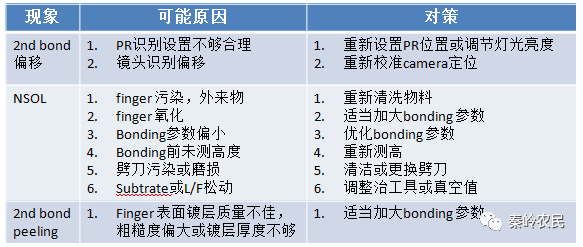
常见的键合不良主要有:1st bond 不良、2nd bond 不良及Loop不良。
6.11stbond 不良
6.22ndbond 不良
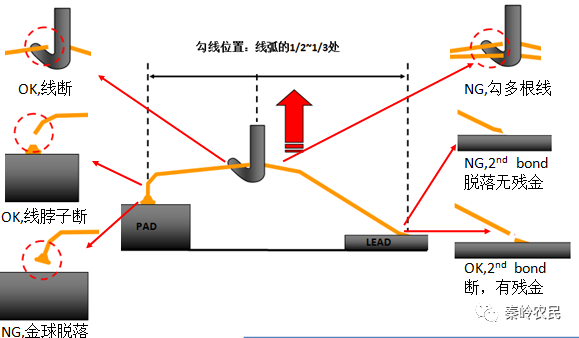
6.3 loop 不良
7 如何提升打线效率 1.人员
1)WB工艺原理 2)WB设备各机构部件 3)相关材料(金线,劈刀) 4)WB关键参数 5)常见异常的主要原因及解决措施
2.设备
1)WB设备各机构部件可正常工作 2)WB关键部件需定时保养 3.物料
1)劈刀选型 2)金线选择
4.方法
1)定义关键参数范围 2)前制程对WB的影响
5.环境
打线环境符合国家标准 |