 PCB组装设计技术要求1.1 传输线类型在高速数字电路和射频电路中,信号完整性(Signal Integrity)是PCB设计的核心挑战之一。传输线阻抗控制直接影响信号的反射、串扰和时序裕量。本小节阐述PCB中常见的传输线结构类型,包括微带线(Microstrip)、带状线(Stripline)和埋入式微带线(Embedded Microstrip),分析其电磁场分布特征及阻抗计算的关键参数。微带线导线位于介质表层,三边接触低介电常数(εr)介质,一侧暴露于空气;埋入式微带线将导线部分或全部嵌入介质层中,上下均有介质覆盖,阻抗计算需考虑等效介电常数。正确选择传输线类型并精确控制阻抗,是确保高速信号无失真传输的基础。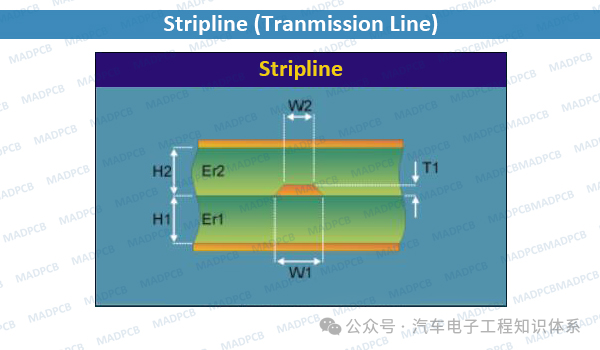 图1:带状线(Stripline)传输线结构示意图,展示了导线被上下两层介质完全包围的结构,以及关键尺寸参数W1、W2、H1、H2和T1,用于精确计算特性阻抗。 来源:MADPCB / madpcb.com 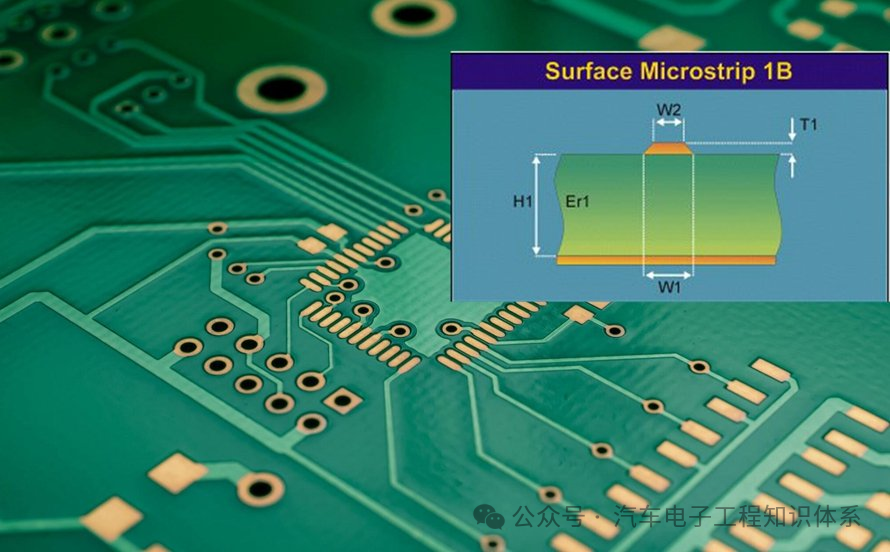 图2:表面微带线(Surface Microstrip)实物与结构示意图。微带线位于PCB表层,一侧接触空气,阻抗受基板介电常数Er1、导线宽度W1/W2及厚度T1影响,需通过仿真工具精确控制。 来源:Viasion / www.viasion.com 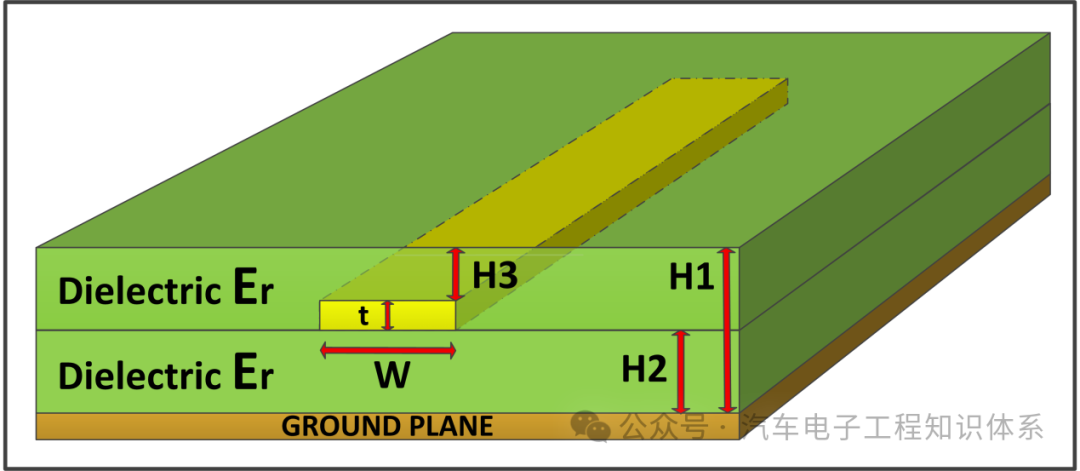 图3:嵌入式微带线(Embedded Microstrip)三维结构示意图。导线被部分介质覆盖,介于表层微带线与带状线之间,适用于需要一定保护但又不完全埋入内层的场景。 来源:Optimum Design Associates / www.optimumdesign.com 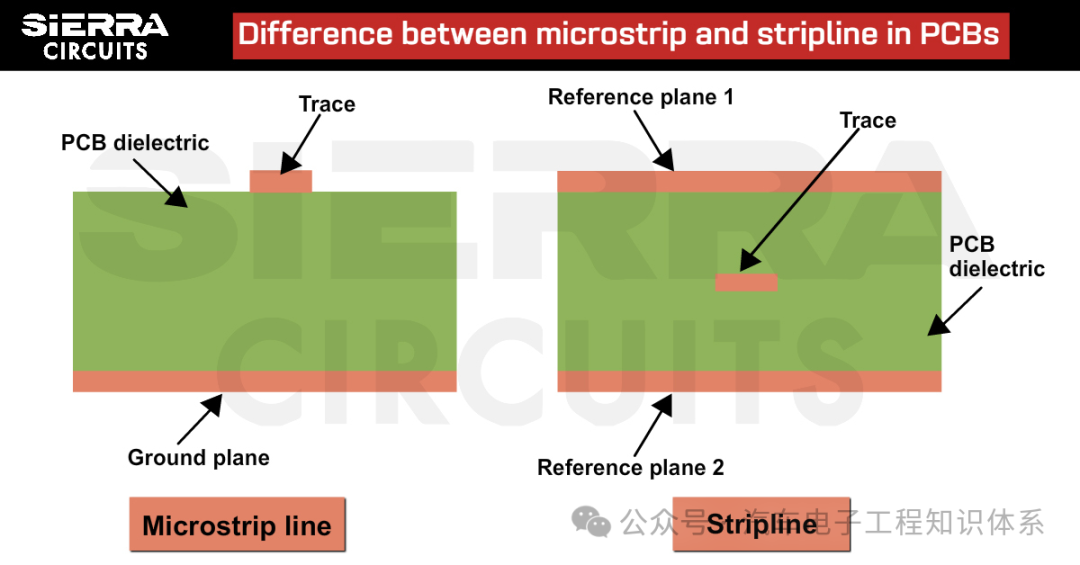 图4:微带线(Microstrip)与带状线(Stripline)结构对比。微带线仅下方有参考地平面,上方为空气;带状线上下均有参考平面,电磁屏蔽更好,适合高速差分信号。 来源:Sierra Circuits / www.protoexpress.com 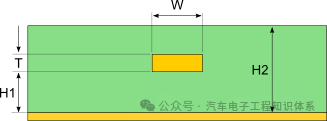 图5:嵌入式微带线截面示意图,展示了导线嵌入介质层中的位置关系及高度参数H2,用于阻抗计算中的等效介电常数修正。 来源:电子工程专辑 / www.eet-china.com 1.2 导通孔(Via)设计导通孔(Via)是连接PCB不同层信号的关键结构,但在高速信号路径中,导通孔会引入寄生电感和寄生电容,导致阻抗不连续和信号反射。减小导通孔直径可有效降低附加电感,更小直径的导通孔在高频信号传输中效果更优。在高速信号路径中,应优先选用微孔(Microvia)或盲埋孔设计,以减少寄生参数对信号完整性的影响。此外,电源层与接地层靠近布置可形成分布电容,作为高频去耦电容使用,不仅节省分立元件空间,还能改善电源完整性。本小节详细阐述导通孔的结构类型、设计要点及其对阻抗控制的影响。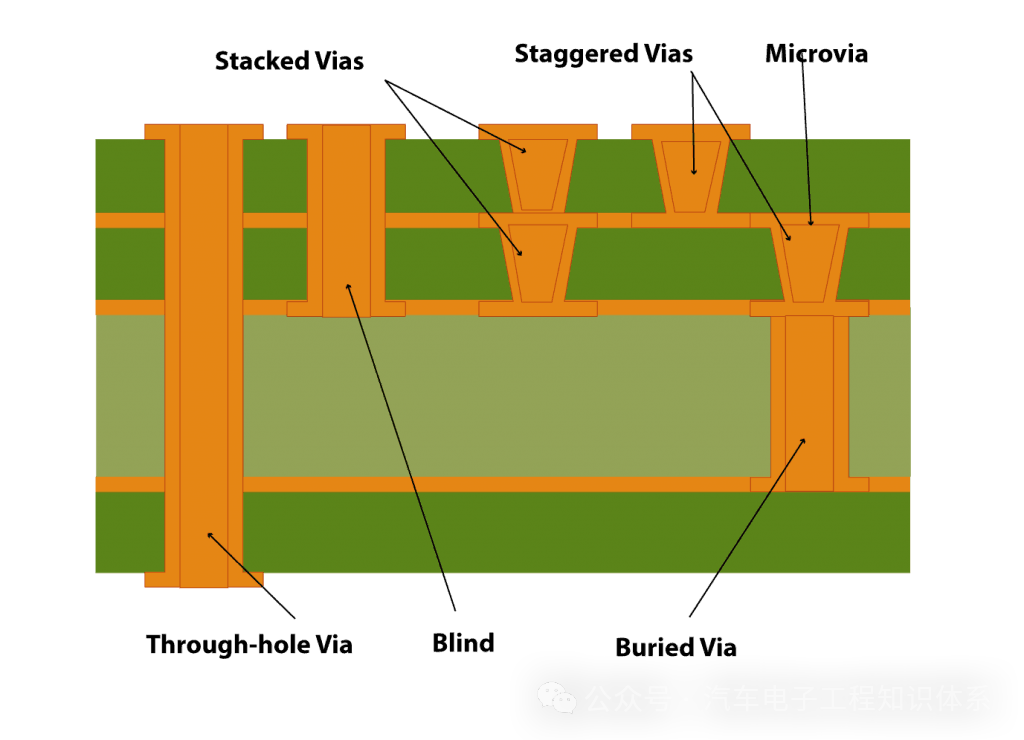 图6:PCB多层板通孔截面结构示意图,展示了通孔在多层板中的连接方式,包括表面 finish、电镀铜层及不同层间的连接关系,是阻抗连续性的关键节点。 来源:Sierra Circuits / www.protoexpress.com 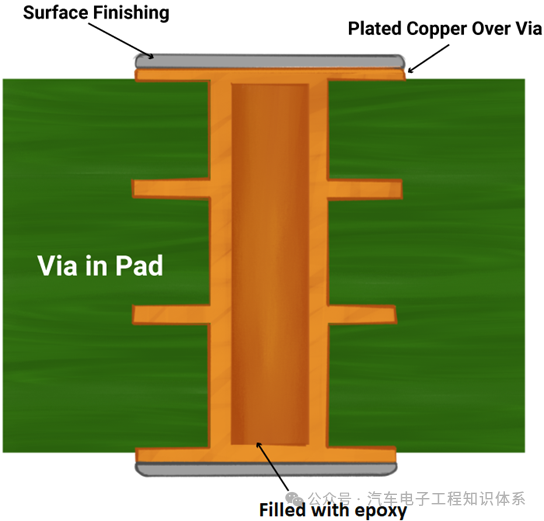 图7:盘中孔(Via in Pad)结构示意图,通孔直接位于焊盘下方并填充环氧树脂,表面覆盖电镀铜。此设计用于高密度BGA等场景,但需严格控制填充平整度以避免焊接空洞。 来源:Sierra Circuits / www.protoexpress.com 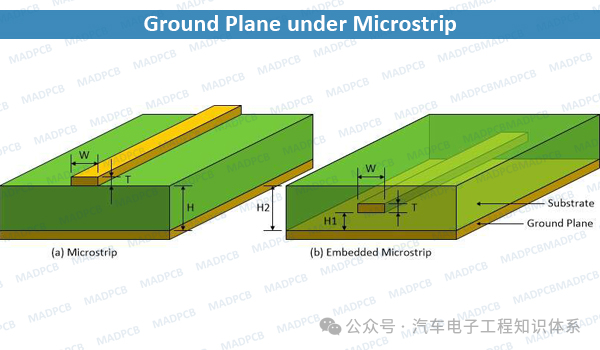 图8:地平面(Ground Plane)在微带线及嵌入式微带线中的位置示意图。完整的参考地平面是控制阻抗的基础,高速信号应避免跨分割造成阻抗不连续。 来源:MADPCB / madpcb.com 1.3 热学管理热学管理是PCB组装设计中决定产品可靠性和寿命的关键因素。电子元件在工作时会产生热量,若热量无法有效散出,将导致元件结温升高,加速材料老化和性能退化。热管理通过传导、对流和辐射三种机理实现:热传导速率与导热系数K、横截面积及温差成正比;对流通过空气或液体流动带走热量,需考虑风道设计及散热器表面积;辐射则通过电磁波形式散热。依据阿伦尼乌斯模型,温度每升高约10°C,元件预期寿命降低约一半。因此,热设计需考虑最坏工况下的温度分布,而非仅额定工作温度。通孔玻璃元件引线应具备应力释放弯(Stress Relief Loop),以吸收温度循环引起的机械应力;表面贴装元件可通过增加焊盘尺寸、优化钢网开孔、底部填充(Underfill)等措施提高热循环寿命。散热器与PCB之间应使用软衬垫(如导热硅脂垫)填充间隙,抵消温度应力,但需注意低Tg(玻璃化转变温度)高CTE(热膨胀系数)的衬垫在温度变化时会产生更大应力,需评估材料匹配性。 图9:PCB上的散热器(Heat Sink)安装实例。散热器通过增大表面积强化对流散热,通常配合导热硅脂或垫片使用,以降低芯片结温并延长元件寿命。 来源:Sierra Circuits / www.protoexpress.com  图10:导热垫(Thermal Pad)在PCB上的安装操作。导热垫填充芯片与散热器之间的微观空隙,降低接触热阻,是热传导路径中的关键界面材料。 来源:Sierra Circuits / www.protoexpress.com 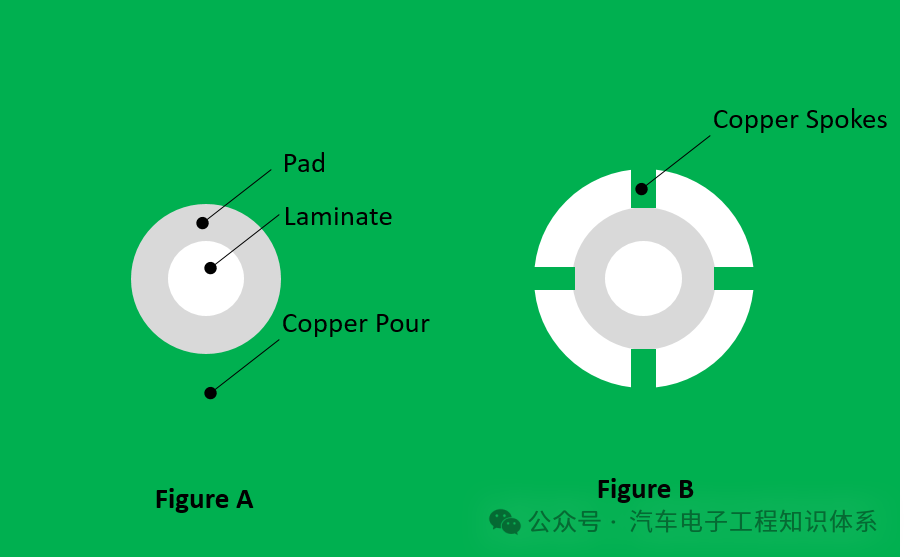 图11:PCB热释放(Thermal Relief)设计对比。图A为直接铜皮连接,图B采用铜辐条(Copper Spokes)连接,可在波峰焊时防止焊盘散热过快导致冷焊,同时保证电气连接。 来源:Sierra Circuits / www.protoexpress.com 1.4 PCB布局设计总则PCB布局设计是连接电路原理图与物理实现的关键环节,直接影响产品的可制造性、可测试性和可靠性。布局设计需同时满足电气性能、热学性能和机械装配要求。在自动组装方面,PCB外形尺寸需符合制造商自动贴装设备(如SMT贴片机、回流焊炉、波峰焊机)的加工能力范围,包括最大/最小板尺寸、板厚范围及翘曲度要求。板边应预留工艺边(Process Edge)及定位孔,便于轨道传输和夹持。元件布局应满足贴片机的贴装头行程、吸嘴类型及视觉识别系统的限制。在电气性能方面,应按功能模块分区布局,模拟电路与数字电路分离,大功率与小信号分离,避免相互干扰。热敏感元件应远离热源(如功率器件、稳压器),必要时设置隔热屏障或导热通道。高频信号走线应短而直,避免锐角,关键信号线需包地处理。大型或重型元件应优先布置在靠近板中心或支撑结构的位置,减少板弯矩。 图12:高速SMT贴片机(Pick and Place Machine),配备多组料带供料器和视觉对位系统。PCB设计需匹配其贴装头行程、吸嘴类型及最大贴装高度限制。 来源:NextPCB / www.nextpcb.com  图13:完整的SMT生产线布局,包括锡膏印刷机(左)、贴片机(中)和回流焊炉(右)。PCB尺寸需兼容整条线的轨道宽度和传输高度。 来源:RayPCB / www.raypcb.com 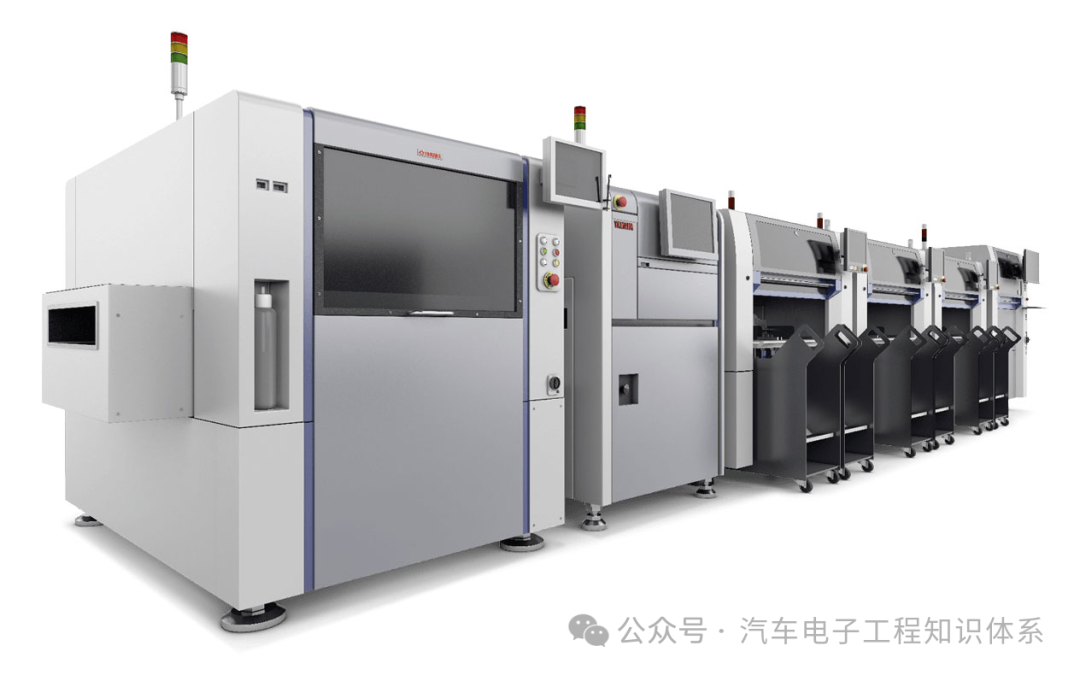 图14:模块化SMT生产线设备阵列,展示了从印刷、贴装到回流焊的完整工艺流程。设计时需确保PCB在传输过程中不会因尺寸超限而卡板。 来源:NextPCB / www.nextpcb.com 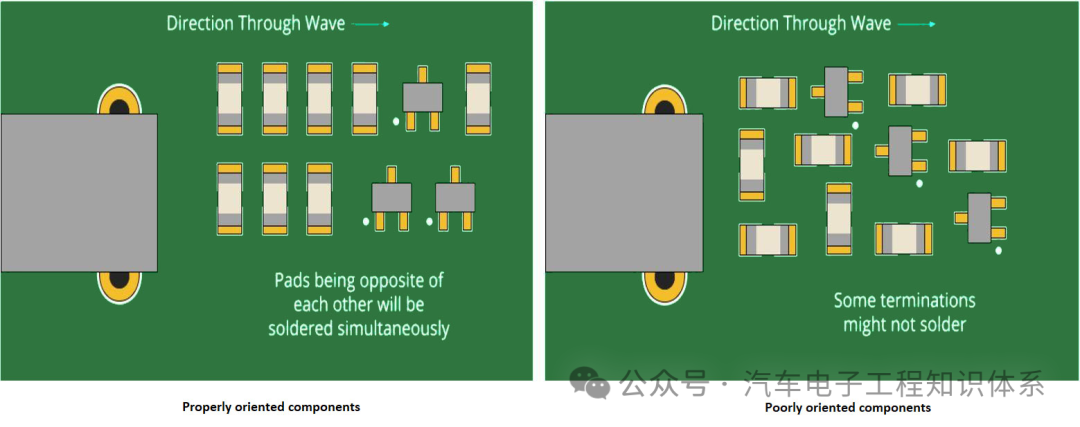 图15:波峰焊方向对元件布局的影响。左侧为正确方向(焊盘相对,同时受热),右侧为错误方向(部分焊端可能无法充分焊接),直接影响通孔元件的焊接质量。 来源:Sierra Circuits / www.protoexpress.com 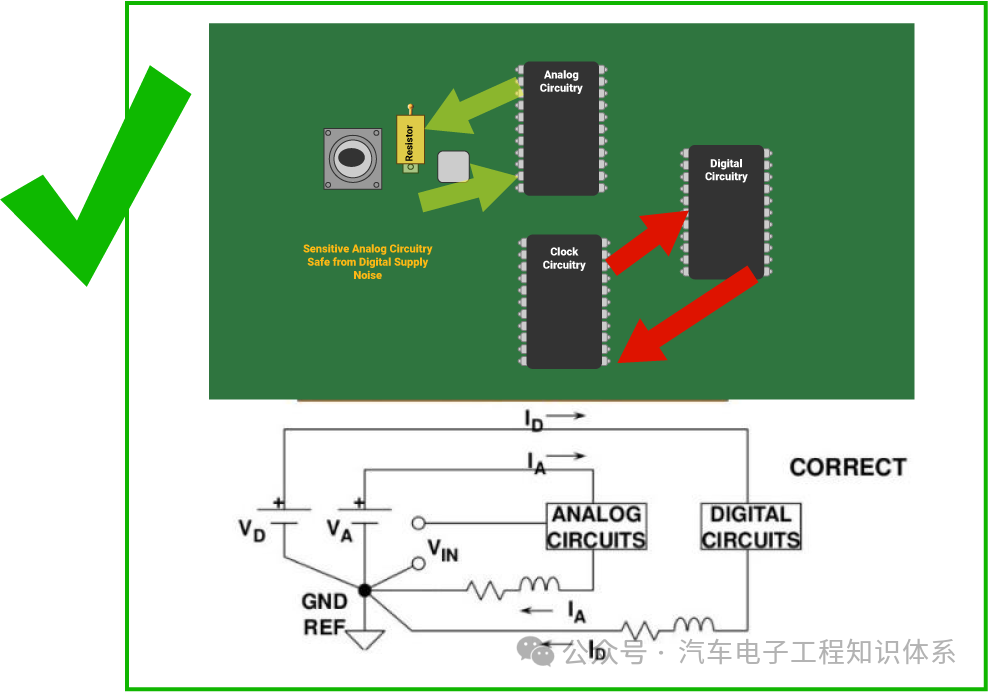 图16:模拟电路与数字电路分区布局示意图。敏感模拟电路应远离数字噪声源,通过单点接地(Star Grounding)减少地环路干扰,确保信号完整性。 来源:Sierra Circuits / www.protoexpress.com 1.5 元件贴装通用要求元件贴装是PCB组装的核心工序,其设计质量直接决定了组装良率和生产效率。在通用自动贴装要求方面,需为贴装设备(贴片机吸嘴、夹爪等)预留足够的操作间隙,避免与相邻元件或板边结构干涉。所有极性元件(如电解电容、二极管、IC)必须提供清晰、统一的极性/方向标识,确保贴装方向正确。设置专门的基准点(Fiducial Marks)和第一脚定位符号,便于自动光学检测(AOI)及编程识别,这是保证贴装精度的关键。在元件尺寸与轮廓限制方面,应避免使用超出设备贴装能力下限的超小无源元件(如01005以下需评估设备能力);控制元件长宽比,避免过于细长的元件在贴装过程中因惯性或振动发生偏移;避免使用过高轮廓元件(如大型电解电容、连接器),防止与贴片机吸嘴或回流焊炉上盖干涉。推荐使用垫片(Spacer)支撑大型元件,避免装配或热循环中损坏焊点或元件本体。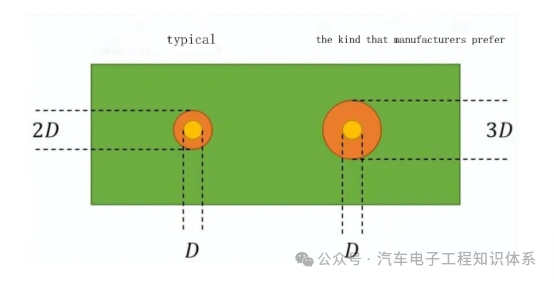 图17:PCB基准点(Fiducial Mark)设计规范。典型设计(左)与制造商推荐设计(右)对比,推荐采用3倍直径(3D)的阻焊开窗,以确保视觉系统精确识别。 来源:NextPCB / www.nextpcb.com 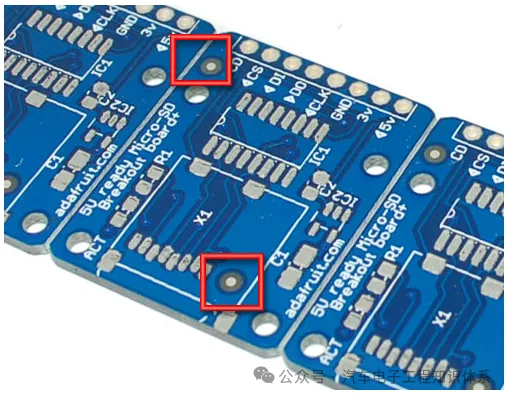 图18:实际PCB板上的基准点(红色方框标记)。Fiducial通常布置在板角和对角位置,为贴片机提供全局坐标参考,是自动贴装精度的基础。 来源:MorePCB / morepcb.com 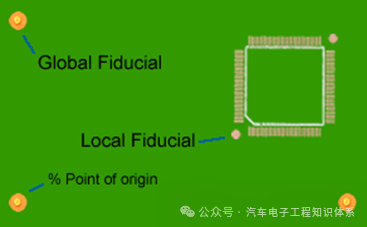 图19:全局基准点(Global Fiducial)与局部基准点(Local Fiducial)布局示意图。全局Fiducial用于整板定位,局部Fiducial用于大型IC(如QFP、BGA)的精确对位。 来源:GlobalWellPCBA / www.globalwellpcba.com 1.6 通孔安装(THT)要求通孔安装(Through-Hole Technology, THT)是传统的PCB组装方式,虽然在高密度产品中逐渐被SMT取代,但在高功率、高机械应力及需要插拔连接的场景中仍不可替代。在通用引线要求方面,一般规则是一个通孔(Plated Through Hole, PTH)仅允许插入一根元件引线,避免孔内拥挤导致焊料填充不足。非支撑孔(Unsupported Hole)中的元件引线伸出长度应控制在0.5mm ~ 1.5mm范围内,过长易短路,过短影响焊接可靠性。引线需根据元件类型和安装方式做应力消除处理(如弯折成环或特定角度),防止温度循环或机械振动导致焊点开裂。在机械支撑与安装稳定性方面,无法自立安装(如大型变压器、功率电阻)的元件,需使用散热片、支架或卡扣等辅助支撑结构,避免仅靠焊点承受机械载荷。安装后应保证电气连接恒定可靠,同时便于清洁(如助焊剂残留清洗),避免应力阻塞通孔或清洗通道。对于高发热通孔元件,引线周围应保留足够的散热铜面积,必要时采用热通孔(Thermal Via)将热量传导至内层或底层。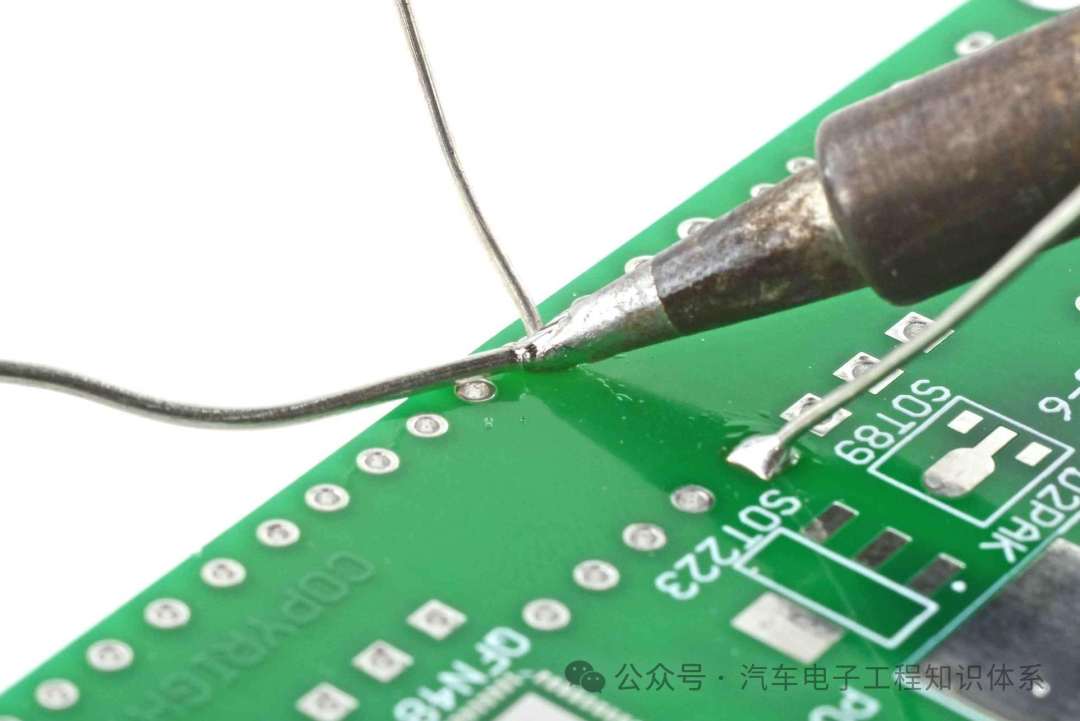 图20:通孔元件手工焊接操作。烙铁同时加热焊盘与引线,送入焊锡形成润湿角。自动波峰焊需确保引线伸出长度适中,过长易短路,过短影响焊料填充。 来源:iFixit / www.ifixit.com 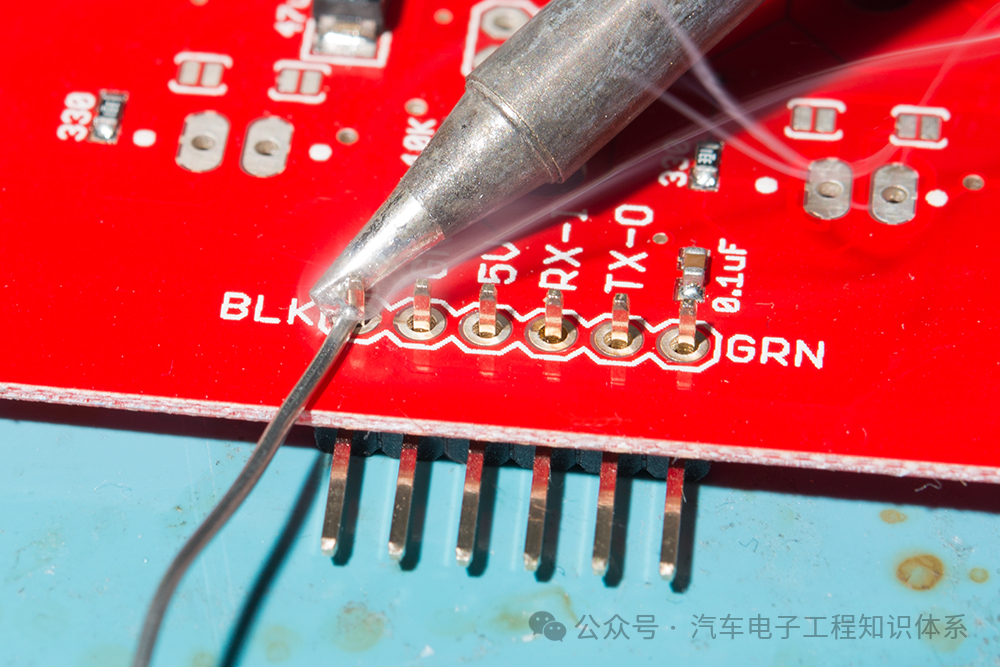 图21:通孔排针焊接实例,展示了烙铁头同时接触焊盘和引线的正确加热方式,确保焊料充分润湿通孔内壁,形成可靠的金属间化合物(IMC)连接。 来源:SparkFun Learn / learn.sparkfun.com 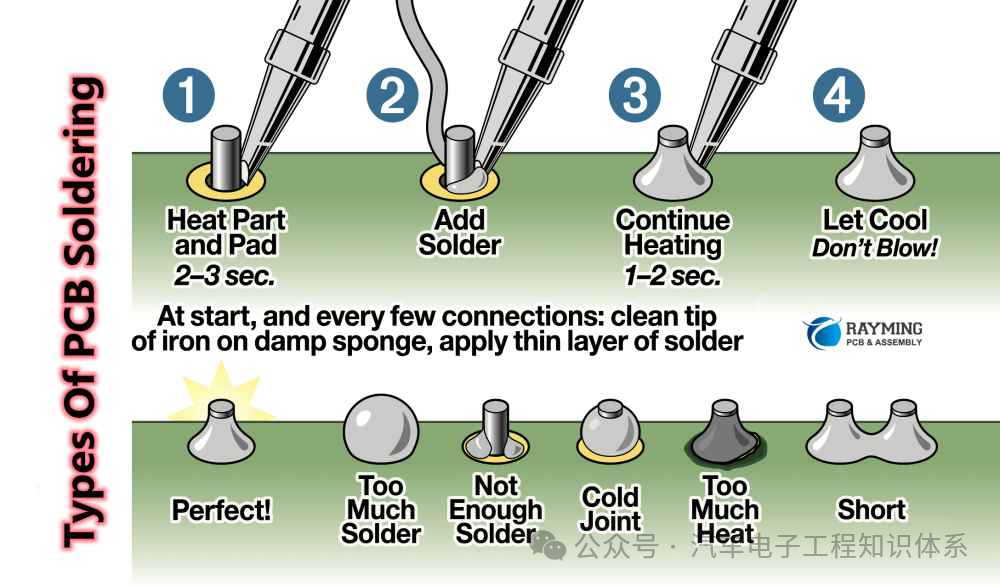 图22:通孔焊接四步标准流程(加热、加锡、持续加热、冷却)及常见缺陷对比(完美、锡过多、锡不足、冷焊、过热、短路)。设计时需考虑焊接可达性。 来源:RayPCB / www.raypcb.com 1.7 标准表面安装(SMT)要求表面贴装技术(Surface Mount Technology, SMT)是现代PCB组装的主流工艺,具有高密度、高自动化和高可靠性的特点。在通用自动贴装要求方面,需为贴装设备(贴片机吸嘴、夹爪、视觉系统)预留足够间隙,提供合适的元件定向与极性标识。避免使用过小无源元件(如01005以下),控制元件长宽比,避免高轮廓元件影响贴装稳定性。设置专门的定位符号(Fiducial Marks)和第一脚标识,方便自动光学检验(AOI)识别和编程对位。元件布局方向应尽可能统一(如电阻、电容方向一致),减少贴装头旋转次数,提高贴装效率。在不同类型元件要求方面,有引线表面安装器件需定制引线成形形式,保证应力消除(Stress Relief)和助焊剂/清洗液可流通;扁平封装(SOIC/SOP)引线中心间距标准1.27mm,需控制元件底部与焊盘间隙,避免桥接或虚焊;底部端接元件(BTC,如QFN/DFN)焊盘设计需包含中心散热焊盘及外围引脚焊盘,中心焊盘开孔率需按IPC-7093控制。SMT工艺始于锡膏印刷,通过钢网(Stencil)将锡膏精确转印到焊盘上,再经贴片机放置元件,最后在回流焊炉中按温度曲线熔化焊料形成焊点。回流焊后需进行AOI检测,通过高分辨率相机和图像比对算法检测元件缺失、偏移、极性错误、桥接、虚焊等缺陷。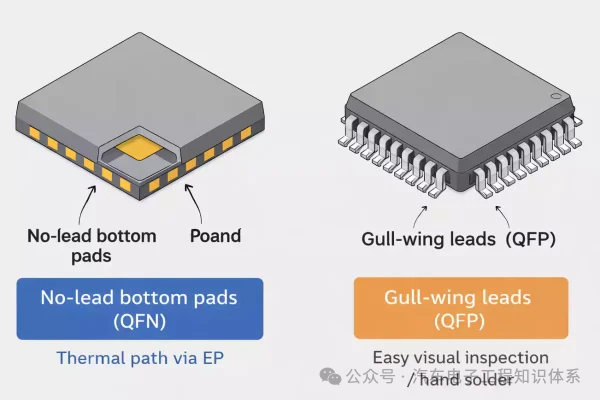 图23:QFN(无引线底部焊盘)与QFP(鸥翼引线)封装对比。QFN通过底部裸露焊盘(EP)提供散热路径,但无法目视检查焊点;QFP引线外露,便于AOI检测和手工焊接。 来源:FastTurnPCBs / www.fastturnpcbs.com 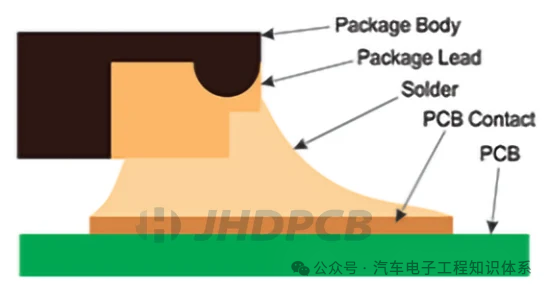 图24:QFN封装焊点截面结构示意图,展示了封装本体、引线、焊料与PCB焊盘的连接关系。中心散热焊盘(EP)的钢网开孔率需按IPC-7093控制,防止焊接时芯片浮起。 来源:JHDPCB / jhdpcb.com 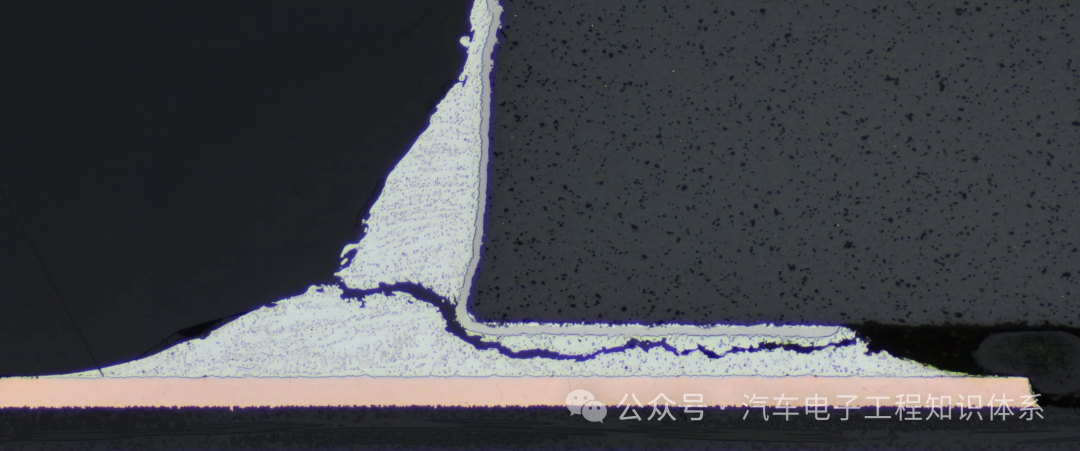 图25:焊点金相截面显微照片,展示了焊料与铜焊盘及元件端子之间的金属间化合物(IMC)层。通过截面分析可评估焊接质量、空洞率及润湿情况。 来源:Elmet LLC / www.elmetlabs.com 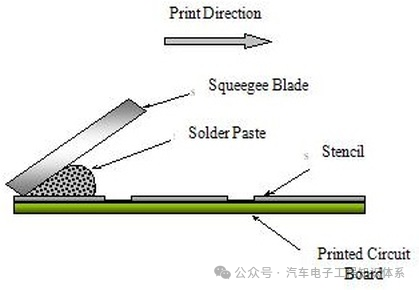 图26:锡膏印刷工艺原理示意图。刮刀(Squeegee Blade)以特定角度和压力推动锡膏通过钢网开孔,沉积到PCB焊盘上,印刷质量直接影响后续焊接可靠性。 来源:Surface Mount Process / www.surfacemountprocess.com 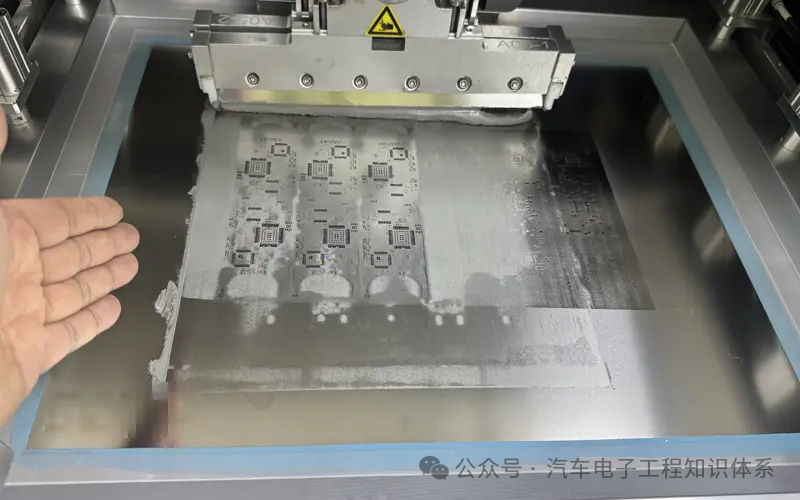 图27:自动锡膏印刷机工作实况。钢网精确对准PCB后,刮刀以设定速度和压力完成印刷。钢网开孔设计(如QFN中心焊盘的分区开孔)是控制锡膏量的关键。 来源:GNS EMS / gnsems.com 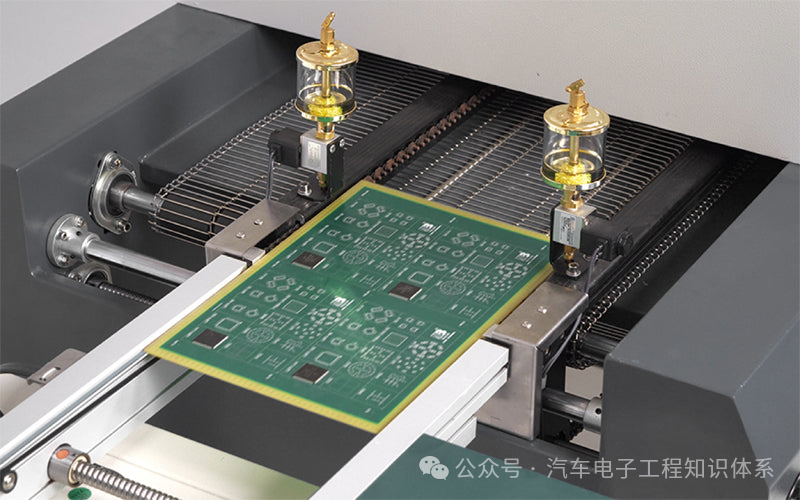 图28:回流焊炉内部传输链结构。PCB通过预热区、保温区、回流区和冷却区,温度曲线需根据焊膏合金成分(如SAC305)和元件耐热性精确设定。 来源:iTech SMT / www.itechsmt.com  图29:工业级SMT回流焊炉(Reflow Oven)外观。多温区热风对流加热,配备氮气保护可选,防止高温氧化,确保BGA、QFN等底部焊点充分回流。 来源:MADPCB / madpcb.com 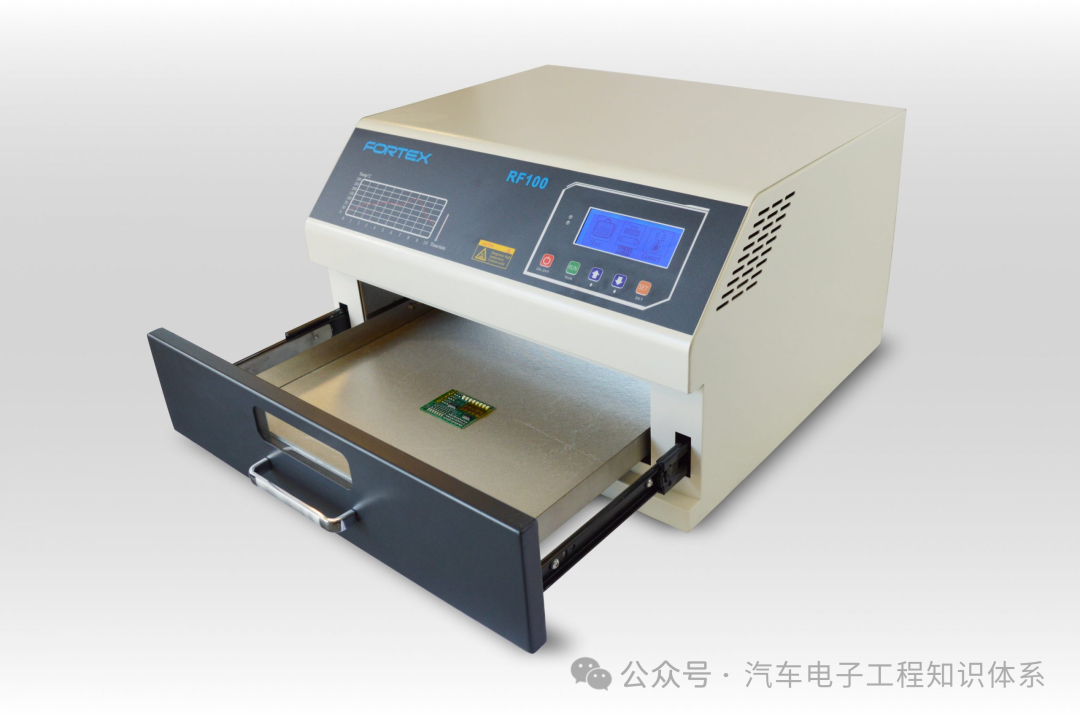 图30:桌面型回流焊设备(RF100),适用于小批量或研发试产。抽屉式设计便于取放板,温控精度直接影响原型验证的焊接质量。 来源:Fortex Engineering / www.fortex.co.uk 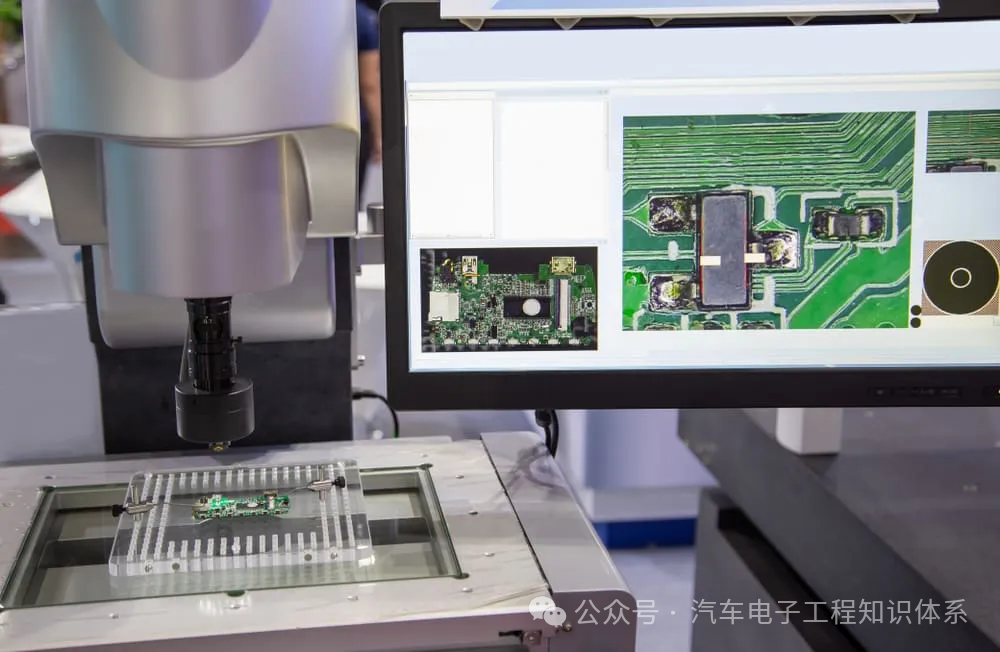 图31:AOI(自动光学检测)系统工作场景。高倍率相机采集PCB图像,与标准CAD数据进行比对,自动标记焊点缺陷(如少锡、桥接、元件立碑)。 来源:ALLPCB / www.allpcb.com  图32:AOI检测设备界面,显示实时检测中的PCB板图像及缺陷标记(红圈)。AOI是SMT产线中替代人工目检的关键质量控制环节。 来源:Odyssey OEI / www.odyssey-oei.com 1.8 特殊元件安装要求特殊元件包括裸芯片(Bare Die)、带载自动安装元件及焊锡球阵列封装(BGA/CSP)等,其安装工艺与传统封装有显著差异,对设计精度和工艺控制要求更高。裸芯片安装分为三种主要方式:金属线接合(Wire Bond)采用金线/铝线/铜线将芯片焊盘与基板/引线框架连接,需控制键合参数(超声功率、压力、时间)及焊盘表面处理(如Ni/Au);倒装芯片(Flip-Chip)通过焊锡凸点(Solder Bump)或铜柱(Cu Pillar)直接与基板互连,需控制底部填充(Underfill)工艺以缓解CTE失配应力;芯片级封装(CSP)封装尺寸接近芯片尺寸,焊球间距通常为0.5mm或0.4mm,需按JEDEC标准设计焊盘。带载自动安装(Tape & Reel)的元件包装规范参见SMC-TR-001。焊锡球阵列封装(BGA/CSP)的组装工艺要求参见J-STD-013和IPC-7095,BGA焊盘设计应为NSMD(Non-Solder Mask Defined)或SMD(Solder Mask Defined)类型,回流焊后需进行X-Ray检测,确保焊球无桥接、空洞率符合IPC-A-610要求。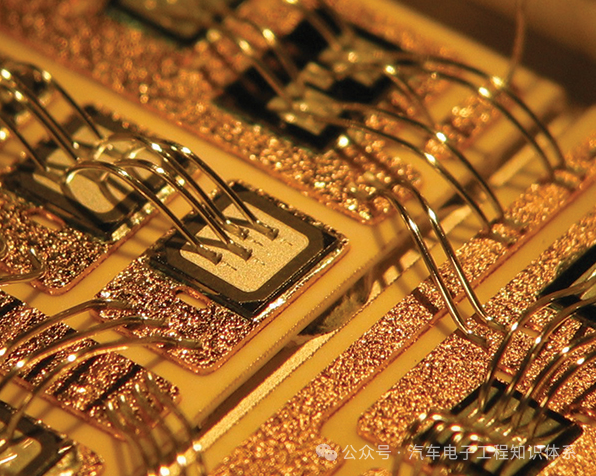 图33:金属线接合(Wire Bonding)实物照片,展示了金线从芯片焊盘连接到引线框架的弧形环路。键合参数(超声功率、压力、时间)直接影响连接强度和可靠性。 来源:NextPCB / www.nextpcb.com 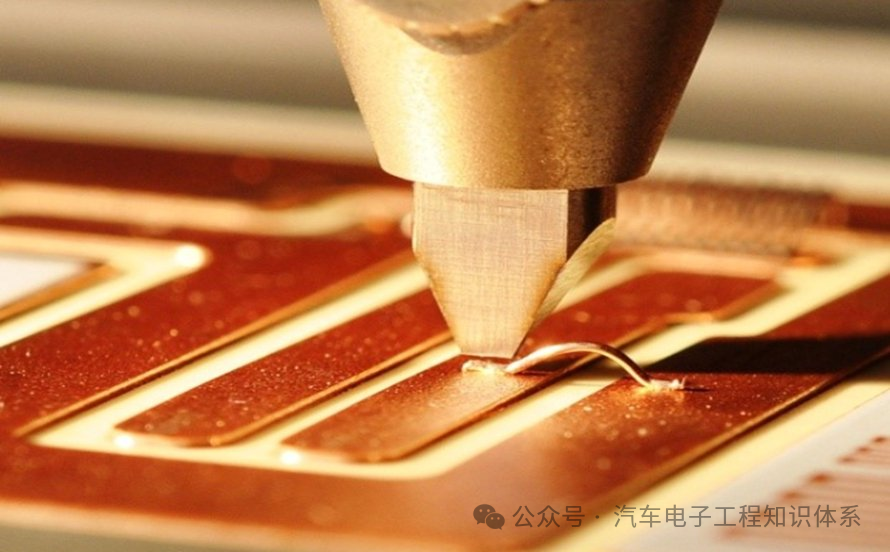 图34:线接合工艺特写,楔形键合头将金线压接到焊盘表面。焊盘表面处理(如化学镍金ENIG)需满足键合兼容性要求,避免污染导致脱键。 来源:Viasion / www.viasion.com 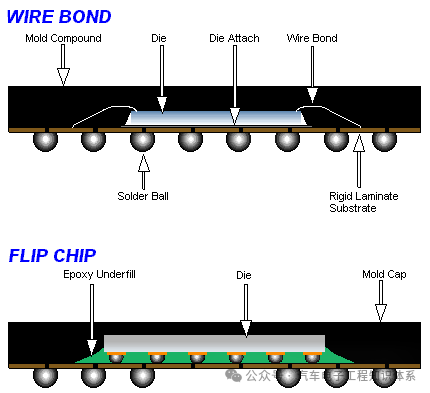 图35:Wire Bond与Flip Chip结构对比。Wire Bond芯片朝上,通过引线连接;Flip Chip芯片朝下,通过底部凸点直接连接基板,信号路径更短,适合高频应用。 来源:PCMag / www.pcmag.com 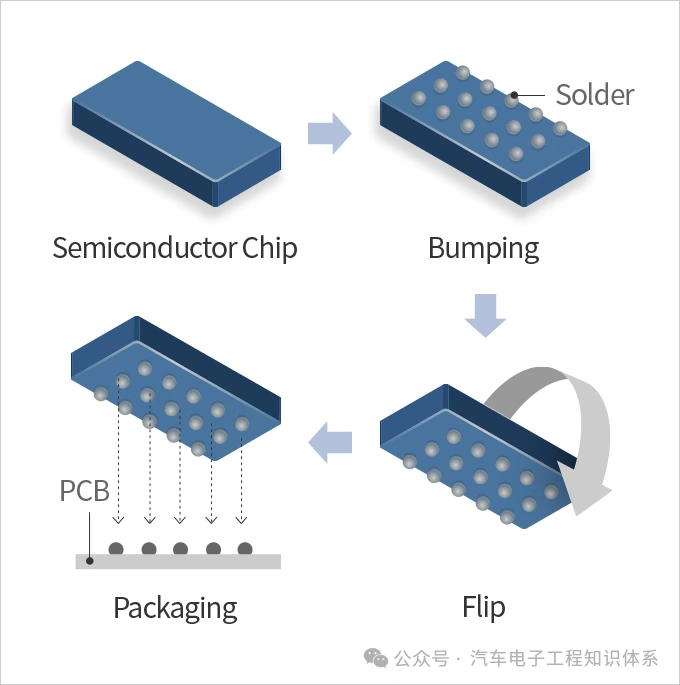 图36:倒装芯片(Flip-Chip)工艺流程:半导体芯片→凸点制作(Bumping)→翻转(Flip)→对准基板焊盘→回流焊接(Packaging)。底部填充(Underfill)是缓解热应力的关键步骤。 来源:Power Electronic Tips / www.powerelectronictips.com 1.9 连接器与挠性电缆要求连接器和挠性电缆是PCB与外部系统互连的关键接口,其设计质量直接影响产品的可维护性、可靠性和电磁兼容性。连接器用于电源、接地及信号分配时,其电气参数(额定电流、接触电阻、耐压)必须明确标注于设计文档中。连接器端接方式应符合IPC标准,通孔连接器需保证引线伸出长度及焊料填充满足IPC-A-610可接受条件。板对板连接器应设置定位柱(Polarizing Post)或防呆结构,防止误插。高频连接器(如RF、同轴)应保证阻抗连续性,接地引脚需就近连接至完整地平面。挠性电缆(FPC/FFC)端接应遵循以下原则:避免过度弯折应力,最小弯曲半径应符合电缆制造商规格(通常为电缆厚度的10~20倍);需设置机械支撑结构(如加强板、固定卡扣、压板)防止焊点或端接区承受动态应力;FPC与PCB的焊接区(如Hot Bar焊接、ACF各向异性导电胶)需控制温度曲线及压合压力,避免PI基材分层或焊盘剥离;FFC连接器应选用带锁扣(Locking)结构,防止振动或冲击导致脱落。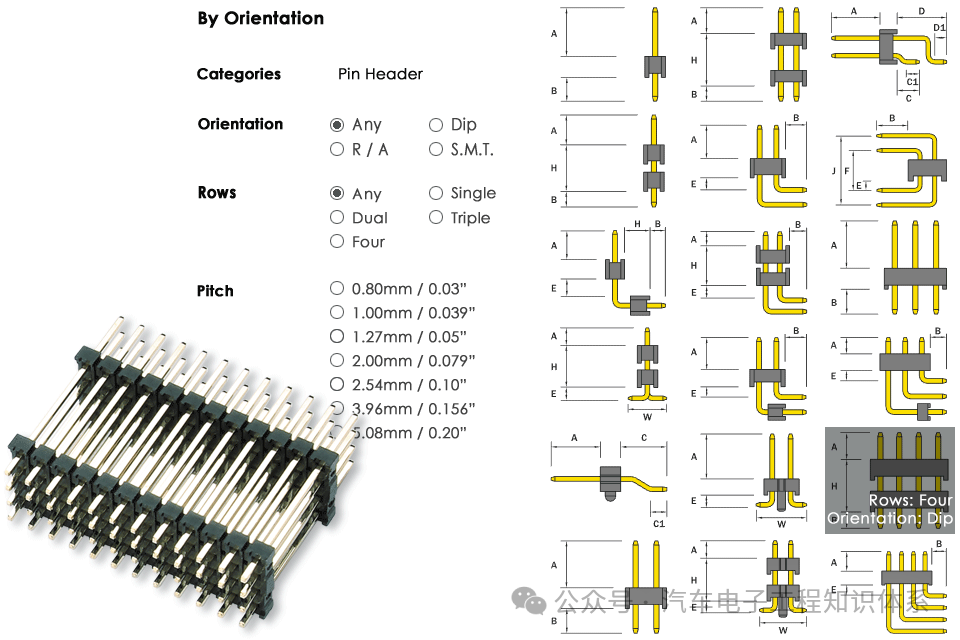 图37:排针(Pin Header)连接器类型及尺寸示意图。包括直插(Dip)、贴片(S.M.T.)、单排/双排/四排、不同间距(0.8mm~5.08mm)及弯角方向选项,设计时需匹配PCB布局和空间约束。 来源:Greenconn / www.greenconn.com 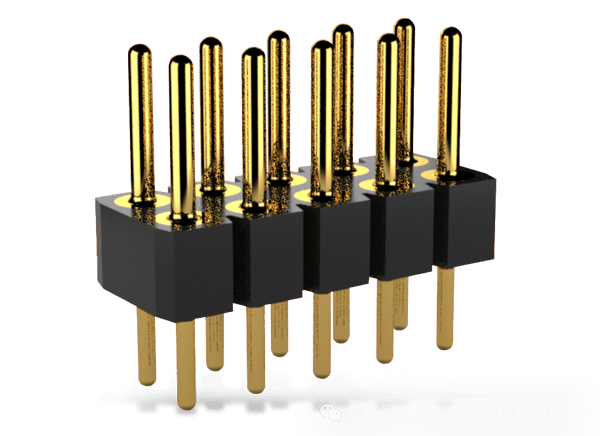 图38:双排直插排针(Pin Header)实物图。镀金引脚提供低接触电阻和抗氧化能力,塑料本体起到绝缘和定位作用,通孔焊接时需保证焊料充分填充镀通孔。 来源:Connector Supplier / connectorsupplier.com  图39:FPC/FFC连接器与扁平电缆装配示意图。连接器提供锁扣(Locking)结构,防止振动或冲击导致电缆脱落,端接区需避免过度弯折应力。 来源:GCT / gct.co 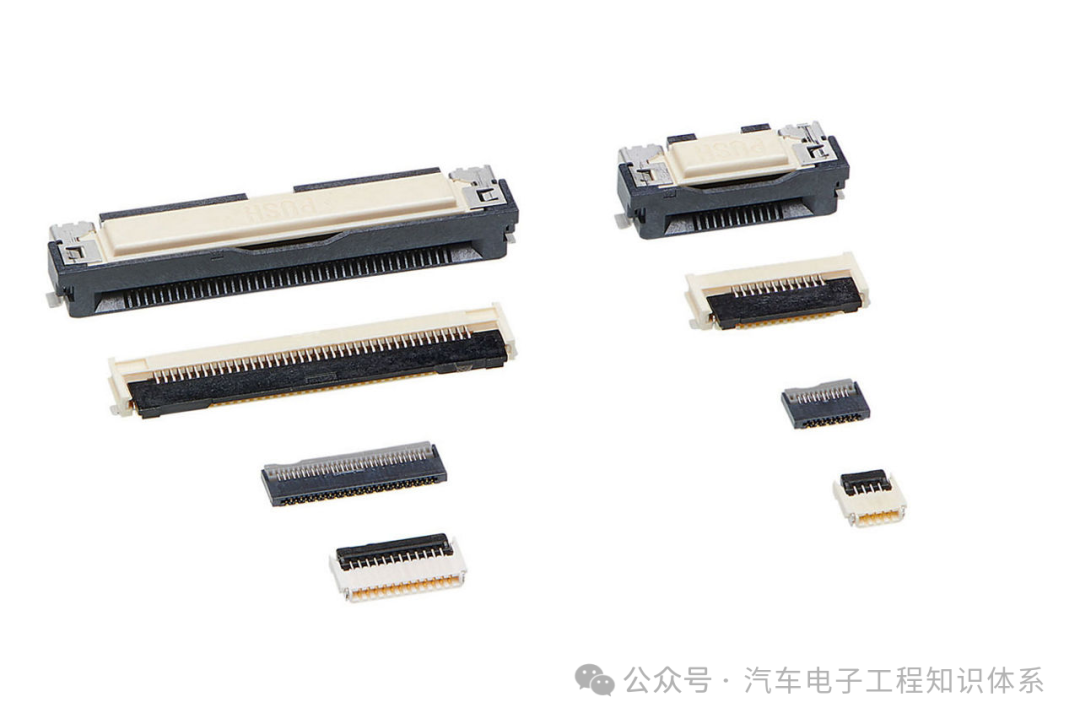 图40:Molex FFC/FPC连接器系列产品,涵盖不同引脚数和高度规格。设计时需根据电缆厚度、引脚间距及插拔力要求选型,并预留机械支撑结构。 来源:Molex / www.molex.com 1.10 相关标准与参考文献PCB组装设计必须遵循国际和行业公认的技术标准,以确保产品的可制造性、可靠性和一致性。以下标准涵盖了焊接工艺、元件可接受性、特殊封装设计、印制板设计通用要求及器件敏感度分类等关键领域。设计人员应在项目启动阶段核查并应用相关标准,并在设计评审中验证符合性。如表1所示,列出了本规范引用的主要标准及其适用范围。表1 PCB组装设计相关标准与参考文献 表1汇总了PCB组装设计过程中应遵循的核心IPC和JEDEC标准,涵盖焊接质量、元件可接受性、BGA/CSP封装设计、印制板设计通用要求及器件潮湿敏感度分类等方面,为设计评审和工艺验证提供依据。
附录:PCB组装设计检查清单(Checklist)为确保PCB组装设计满足可制造性、可靠性和一致性要求,设计完成后应逐项对照以下检查清单进行自查。该清单涵盖了从板级尺寸到特殊封装、从热设计到标准符合性的13个关键检查项,是设计评审(Design Review)和DFM(Design for Manufacturing)验证的重要工具。如表2所示,列出了完整的检查项目。表2 PCB组装设计检查清单 表2提供了PCB组装设计完成后的系统性自查清单,涵盖板尺寸、Fiducial布置、阻抗控制、热管理、THT/SMT元件要求、特殊封装、连接器及标准符合性等13项关键检查内容,确保设计输出满足制造和可靠性要求。
|



