

 摘要:印刷电路板(Printed Circuit Board,PCB)作为现代电子硬件的基础载体与互连平台,承载着元器件安装、信号传输、电源分配及散热等多重功能。PCB制造流程涵盖设计、成像、蚀刻、钻孔、电镀、层压、阻焊、表面处理、组装及测试等数十道工序,任何环节出现偏差都可能在成品板上留下缺陷。这些缺陷不仅会导致产品报废或返工,增加制造成本,更可能在终端设备中引发间歇性故障或灾难性失效。本章将系统梳理PCB制造过程中的典型缺陷,深入剖析其成因,并提出科学有效的预防与解决办法,为行业从业者提供实用参考。 一、PCB制造缺陷的核心成因PCB制造涉及设计、成像、蚀刻、钻孔等多个复杂环节,任何一个步骤出现偏差都可能导致缺陷。其核心成因主要可归纳为以下几类:
设计不合理是引发PCB缺陷的重要源头。常见问题包括导线间距设置过小、钻孔周边环形圈尺寸不足、导线转角角度过于尖锐超出制造工艺承受范围,以及细线或间隙的公差要求超出实际生产能力。此外,具有酸陷阱风险的对称图案、易受静电放电损坏的细导线,以及散热结构设计缺陷等,也会为后续制造埋下隐患。若能在设计阶段开展全面的可制造性设计(DFM)分析,严格遵循设计规范,并邀请制造工程师参与方案评估,同时借助仿真建模工具验证设计的可行性,可有效规避多数设计类缺陷。 |

| 序号 | 成因类别 | 典型表现 | 可能引发的缺陷 | 预防方向 |
| 1 | 设计环节疏漏 | 线距过小、环形圈不足、锐角走线、酸陷阱结构 | 短路、开路、蚀刻不净、ESD损伤 | DFM分析、制造工程师参与评审、仿真验证 |
| 2 | 生产过程污染 | 助焊剂残留、手指油污、化学药剂残留、颗粒碎屑 | 短路、漏电、腐蚀、焊接不良 | 洁净车间管理、ESD防护、规范操作流程 |
| 3 | 原材料不达标 | 树脂含量不足、玻璃纤维外露、针孔、结节 | 分层、起泡、电气性能下降、可靠性降低 | 供应商审核、来料检验(IQC)、批次追溯 |
| 4 | 机械损伤风险 | 碰撞、刮擦、弯曲、凹陷、不当堆叠 | 铜层破裂、导线变形、内层开裂、翘曲 | 规范搬运流程、使用专用载具、工序间检查 |
| 5 | 工艺参数波动 | 蚀刻温度异常、钻孔速度偏差、层压错位 | 线宽失控、孔壁粗糙、层间分离、对准失效 | SPC统计过程控制、控制图监控、参数闭环调整 |
| 6 | 人为操作失误 | 装错电镀槽、钻头规格错误、存储方式不当 | 报废、批量缺陷、混料、追溯困难 | 标准化作业(SOP)、员工培训、自动化防错 |
二、PCB制造中的典型缺陷类型
基于前述成因分析,PCB在制造及组装过程中会表现出多种具体的缺陷形态。本节按照缺陷产生的物理机理与外观特征,将其划分为焊接缺陷、机械损坏缺陷、污染缺陷、尺寸缺陷、电镀缺陷及钻孔缺陷六大类,并逐一进行详细阐述。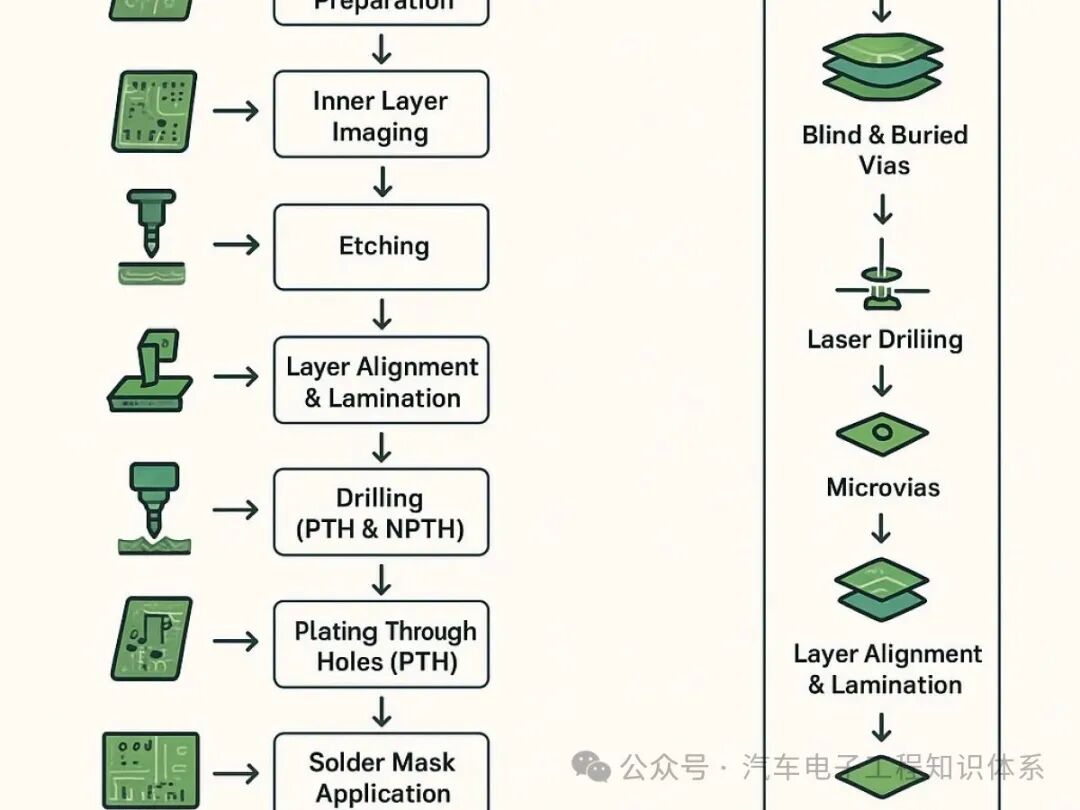
图2-1 PCB制造全流程示意图,涵盖内层成像、蚀刻、层压对准、钻孔、电镀、阻焊等关键工序,任一环节均可能引入缺陷
图片来源:PCBmake.com
2.1 焊接缺陷
焊接是PCB组装的关键工序,也是缺陷高发环节。焊接质量直接影响电气连接的机械强度与导电性能。常见类型包括:· 焊桥:焊料意外连接两个应保持电气隔离的区域,多由回流焊时焊料过量或元件错位导致,易引发短路。
· 焊料空洞:焊点内部出现的小空隙,会降低连接的机械强度和导电性,主要成因包括表面污染、润湿不良、焊料质量差及焊接温度不足。
· 冷焊点:因焊接温度不够导致焊料与接触面未充分润湿,会增加电路电阻,影响信号传输。
· 焊球:分散的小焊球颗粒,可能造成电路短路,通常是热风回流焊过程中焊料飞溅形成的。
· 焊料不足:焊料用量过少,无法形成稳定的焊角,导致连接可靠性下降,易出现接触不良问题。
· 立碑现象:表面贴装元件因焊接时热分布不均,一端翘起脱离电路板,影响元件固定和电气连接。

图2-2 焊桥(Solder Bridge)缺陷实拍:相邻焊盘间被多余焊料连接,形成不应存在的电气通路,极易导致短路失效
图片来源:Imagineering, Inc. / pcbnet.com
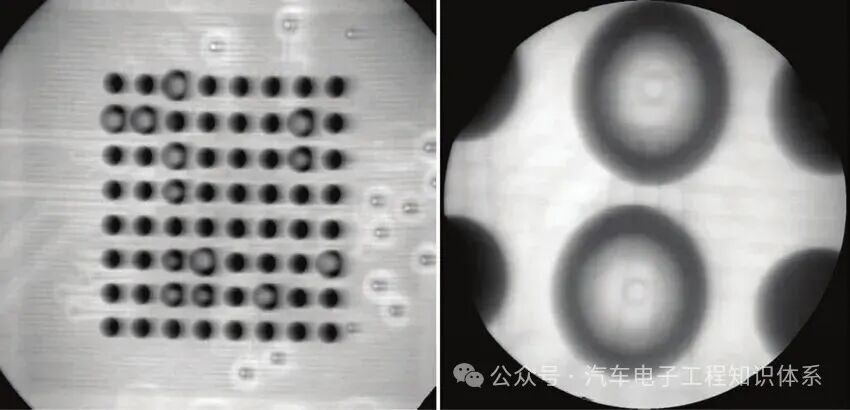
图2-3 X射线检测下的BGA焊点空洞(Void)影像:焊球内部可见明显空隙,将显著降低焊点的热传导能力与机械强度
图片来源:Aivon Technologies
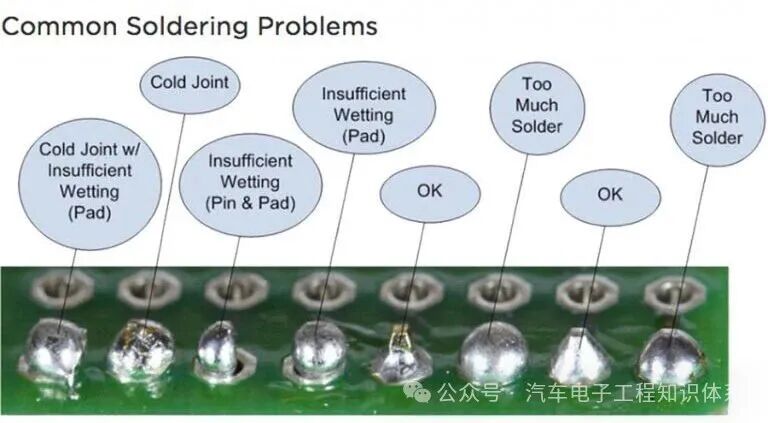
图2-4 常见焊接问题对比图:从左至右依次为冷焊点(Cold Joint)、润湿不足(Insufficient Wetting)、正常焊点(OK)及焊料过量(Too Much Solder)
图片来源:NextPCB
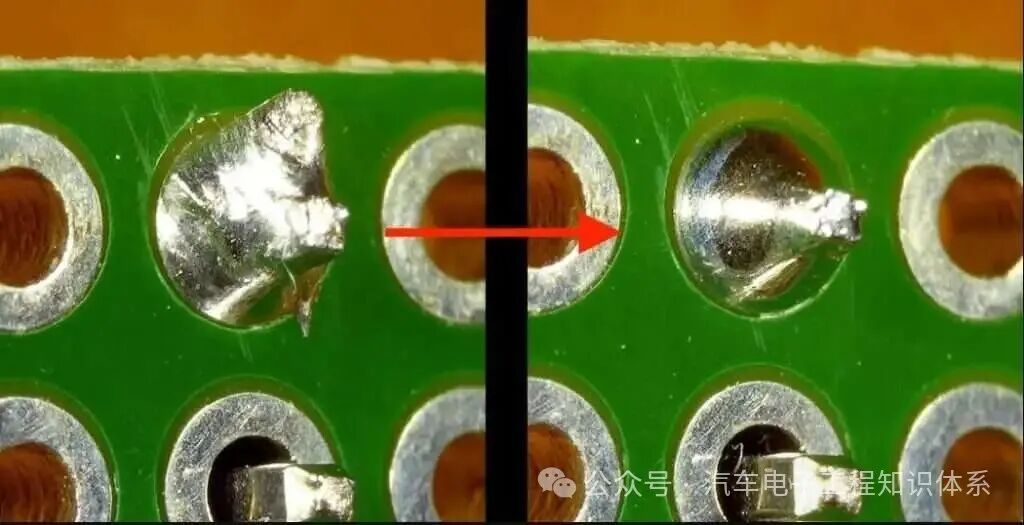
图2-5 冷焊点修复前后对比:左侧焊点表面粗糙、未充分润湿;右侧经重新加热后形成光亮、饱满的合格焊点
图片来源:FS TECH
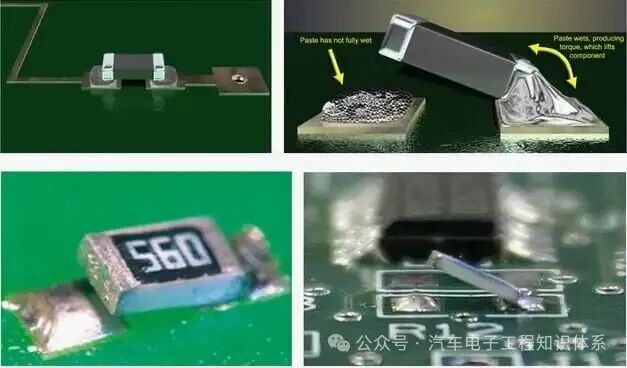
图2-6 立碑(Tombstoning)缺陷:贴片元件一端焊膏充分润湿产生扭矩,将元件另一端拉起脱离焊盘,导致电气开路
图片来源:GlobalWellPCBA
焊接缺陷的种类繁多,其表现形式与成因各不相同,对电路可靠性的影响程度也存在差异。如表2-1所示,本节对六种最常见的焊接缺陷进行了归纳,包括其外观特征、主要成因及潜在危害,以便生产人员快速识别与针对性改善。
表2-1:常见焊接缺陷类型及特征
| 缺陷名称 | 外观特征 | 主要成因 | 潜在危害 |
| 焊桥(Solder Bridge) | 焊料意外连接两个应保持电气隔离的焊盘或引脚 | 回流焊时焊料过量、钢网开孔过大、元件错位、印刷偏移 | 电气短路、烧板、功能失效 |
| 焊料空洞(Void) | 焊点内部出现的小空隙,X射线下可见 | 表面污染、润湿不良、焊料氧化、助焊剂残留、焊接温度曲线不当 | 机械强度下降、热阻增大、导电性降低、长期疲劳失效 |
| 冷焊点(Cold Solder Joint) | 焊点表面粗糙、无光泽,呈颗粒状或霜状 | 焊接温度不足、时间过短、焊料与基材未充分润湿、回流曲线设置不当 | 接触电阻增大、信号传输不稳定、间歇性开路 |
| 焊球(Solder Ball) | 分散的小焊球颗粒,分布于板面或元件周围 | 热风回流焊过程中焊料飞溅、助焊剂挥发过快、钢网底部清洁不净、贴片压力过大 | 随机短路、电气噪声、离子污染迁移 |
| 焊料不足(Insufficient Solder) | 焊料用量过少,焊角高度不足,呈干瘪状态 | 钢网开孔过小、印刷压力不足、焊膏黏度异常、元件共面性差 | 连接可靠性下降、机械强度不足、易出现接触不良 |
| 立碑现象(Tombstoning) | 表面贴装元件(如电阻、电容)一端翘起脱离焊盘 | 焊接时两端热分布不均、焊盘设计不对称、元件两端受力不平衡、回流曲线升温斜率过大 | 元件固定失效、电气开路、后续工序碰撞脱落 |
2.2 机械损坏缺陷
这类缺陷主要由外力作用导致,PCB在制造、搬运、测试及存储过程中,因受到外力作用而产生的物理损伤统称为机械损坏缺陷。这类缺陷往往具有不可逆性,且可能破坏内层电路,隐蔽性强,危害大。
图2-7 PCB表面机械损伤实拍:可见明显的凹痕与阻焊层破损区域,铜层暴露后极易引发氧化与电气短路风险
图片来源:MorePCB

图2-8 PCB表面划痕与污染缺陷:红色框内可见阻焊层刮擦脱落及铜箔氧化变色,多由工装夹具或不当操作引起
图片来源:Electrical Engineering Stack Exchange
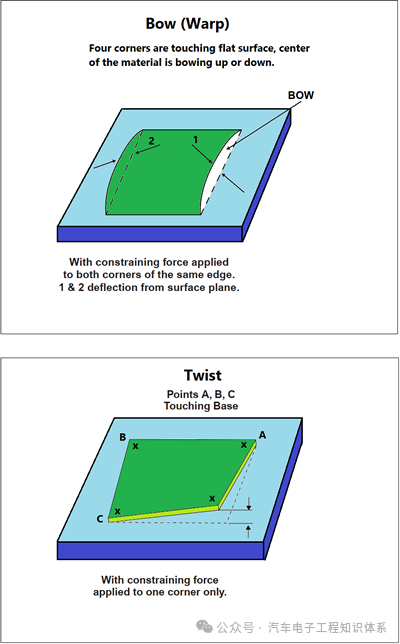
图2-9 PCB翘曲的两种基本形态:弓曲(Bow)表现为四边接触平面而中心隆起;扭曲(Twist)表现为对角翘起,均影响后续贴片精度
图片来源:PCBprime.com
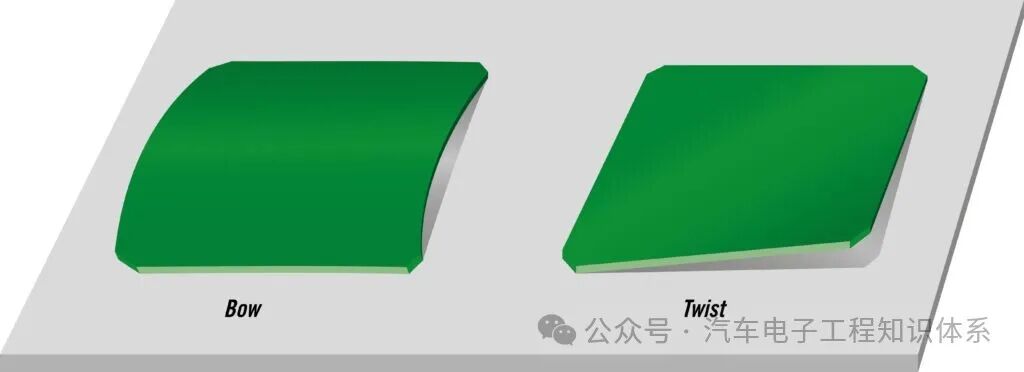
图2-10 PCB弓曲与扭曲的三维示意图:翘曲超标将直接导致贴片机真空吸附失败及BGA类封装共面性不良
图片来源:NCAB Group
机械损坏是PCB制造过程中最为直观但也最容易被忽视的缺陷类型之一。如表2-2所示,本节系统梳理了六种典型的机械损坏缺陷,涵盖从表面凹痕到边缘碎裂的多种形态,并分析了其力学成因与电气后果。
表2-2:机械损坏缺陷分类及特征
| 缺陷名称 | 外观特征 | 主要成因 | 潜在危害 |
| 凹痕(Dent) | 电路板表面局部凹陷,可能伴随铜层变形 | 硬物碰撞、工装夹具压力过大、吸嘴下压过度 | 铜层破裂、导线间距缩小、阻抗变化、内层线路损伤 |
| 划痕(Scratch) | 表面覆盖材料(阻焊层或铜层)被刮擦脱落,暴露基材 | 接触工装夹具、输送带边缘毛刺、人工操作指甲或工具划伤 | 导线间距破坏、短路或开路风险、基材吸湿、长期腐蚀 |
| 翘曲(Warpage) | 电路板整体发生弓形或扭曲变形 | 热应力不均(如回流焊温差)、铜层分布不对称、存储环境温湿度波动、不当搬运 | 后续焊接和组装困难、贴片机识别失败、BGA虚焊、应力集中 |
| 裂纹(Crack) | 基板或铜层出现线状断裂,可能贯穿板厚 | 弯曲应力超过材料极限、V-cut分板应力、热冲击、机械冲击 | 电气连接中断、信号完整性受损、湿气侵入、长期可靠性崩溃 |
| 孔洞(Hole/Puncture) | 电路板被尖锐物体刺穿形成的通孔 | 搬运过程中与尖锐工装或元件引脚碰撞、存储堆叠不当 | 层间电路破坏、短路、绝缘失效、结构强度丧失 |
| 碎裂(Chipping) | 电路板边缘或V-cut处出现小块碎片脱落 | 板与板之间碰撞、存储堆叠过高、分板工艺参数不当、边缘设计过窄 | 边缘导线暴露、结构完整性下降、毛刺引发短路 |
2.3 污染缺陷
生产过程中引入的各类污染物,即使肉眼难以察觉,也可能在电场、温湿度作用下引发电化学迁移(ECM)、腐蚀或绝缘电阻下降,是长期可靠性失效的重要诱因。污染缺陷具有隐蔽性强、潜伏期长的特点,往往在常规电测中难以发现,但在实际使用环境中会逐渐劣化。如表2-3所示,本节对五种主要污染类型进行了归类,明确了其来源、化学性质及对电路板的潜在影响。
表2-3:生产污染缺陷类型及来源
| 污染类型 | 主要来源/成分 | 存在工序 | 潜在危害 |
| 助焊剂残留(Flux Residue) | 焊接后残留的松香、有机酸、活性剂 | 波峰焊、回流焊、手工焊 | 表面绝缘电阻(SIR)下降、电化学迁移、腐蚀、漏电 |
| 手指油污(Finger Grease) | 操作人员皮肤分泌的油脂、盐分、氨基酸 | 裸板 handling、检验、组装 | 焊接润湿不良、焊点虚焊、电化学迁移、局部腐蚀 |
| 金属颗粒(Metal Particle) | 钻孔/铣边产生的铜/铝碎屑、设备磨损颗粒 | 钻孔、外形加工、电镀 | 微短路、焊接污染、局部发热、电气噪声 |
| 化学溶液残留(Chemical Residue) | 电镀液、溶剂、蚀刻剂、去膜液干燥后残留 | 电镀、蚀刻、去膜、表面处理 | 加速腐蚀、阻焊层附着力下降、离子污染、长期漏电 |
| 灰尘与碎片(Dust/Debris) | 环境中的纤维、皮屑、硅胶颗粒、包装材料碎屑 | 全工序,尤其暴露环节 | 焊接可靠性降低、组装精度受影响、阻塞微孔、长期稳定性下降 |
2.4 尺寸缺陷
尺寸精度是PCB正常装配和电气性能的基础。随着高密度互连(HDI)技术的发展,对孔位精度、层间对准度及特征尺寸的要求已达到微米级。尺寸缺陷往往源于图形转移、层压对位及钻孔定位等环节的系统性偏差。如表2-4所示,本节对六种常见的尺寸类缺陷进行了定义与说明,强调了其对装配兼容性与电气连通性的影响。
表2-4:尺寸精度缺陷分类及影响
| 缺陷名称 | 定义描述 | 主要成因 | 潜在危害 |
| 层间倾斜(Layer Shift) | 多层电路板的层与层之间出现相对错位 | 层压对位不准、热压过程中材料滑移、销钉定位系统磨损 | 内层电路偏移、盲孔/埋孔错位、短路或开路 |
| 图案重合失调(Pattern Misregistration) | 各层导电图案未准确对齐,导致关键特征偏差 | 曝光机对位误差、菲林/底片热胀冷缩、压合后内层收缩不均 | 孔环偏心、焊盘与孔不匹配、元件安装困难 |
| 孔未对准(Hole Misalignment) | 钻孔位置与设计坐标不符 | 钻孔机坐标漂移、销钉松动、板材涨缩未补偿、定位孔加工误差 | 元件引脚无法正常插入、层间连接失效、装配干涉 |
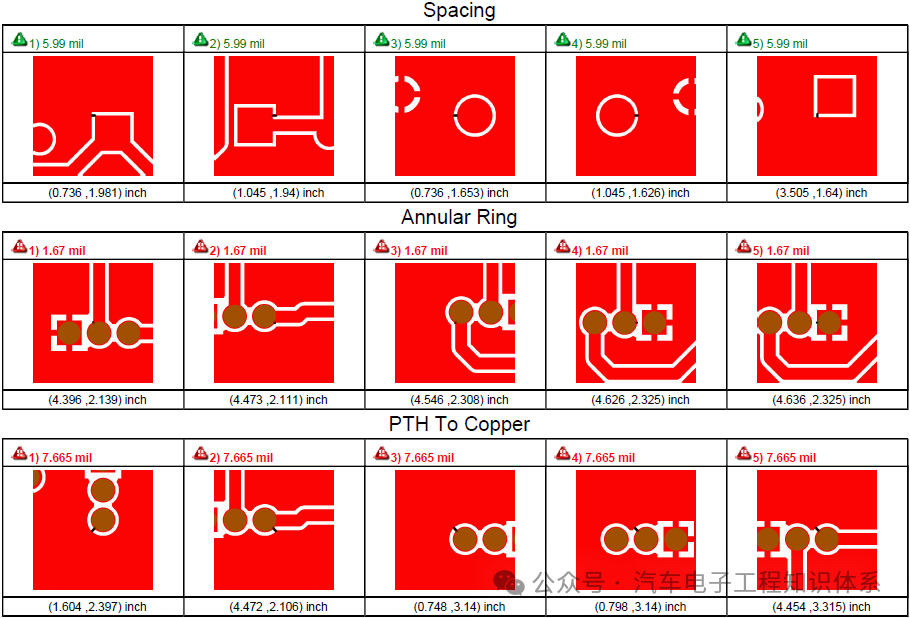
| 环形圈尺寸异常(Annular Ring Violation) | 钻孔周围的环形铜层尺寸不符合规格(如小于最小环宽要求) | 钻孔偏移、图形转移偏差、板材涨缩、钻孔孔径偏大 | 孔壁与铜层附着力不足、焊盘拉脱、电气连接可靠性下降 |
| 特征尺寸超差(Feature Dimension Out of Tolerance) | 导线、间隙、孔径等关键特征的尺寸超出设计公差范围 | 蚀刻过度/不足、曝光能量偏差、显影不净、电镀厚度不均 | 线宽失控导致阻抗偏差、间隙过小引发短路、孔径不当影响插装 |
| 电路板翘曲超标(Excessive Warpage) | 整体平整度超出允许范围(通常对角线长度≤0.75%或客户特定要求) | 铜层分布不均、层压参数不当、烘烤不足、存储环境失控 | 贴片机真空吸附失败、BGA/CSP共面性不良、焊接虚焊、装配应力 |
2.5 电镀缺陷
电镀工艺(包括化学铜、电镀铜、镍金、锡等)为PCB提供导电层、可焊层及防护层,其质量直接影响PCB的电气性能、焊接性及长期耐用性。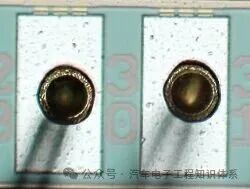
图2-11 电镀结节(Nodule)缺陷:镀层表面出现孤立凸起,严重时可能跨越细间距导线引发短路,多由电镀液有机污染或电流密度过高导致
图片来源:I-Connect007
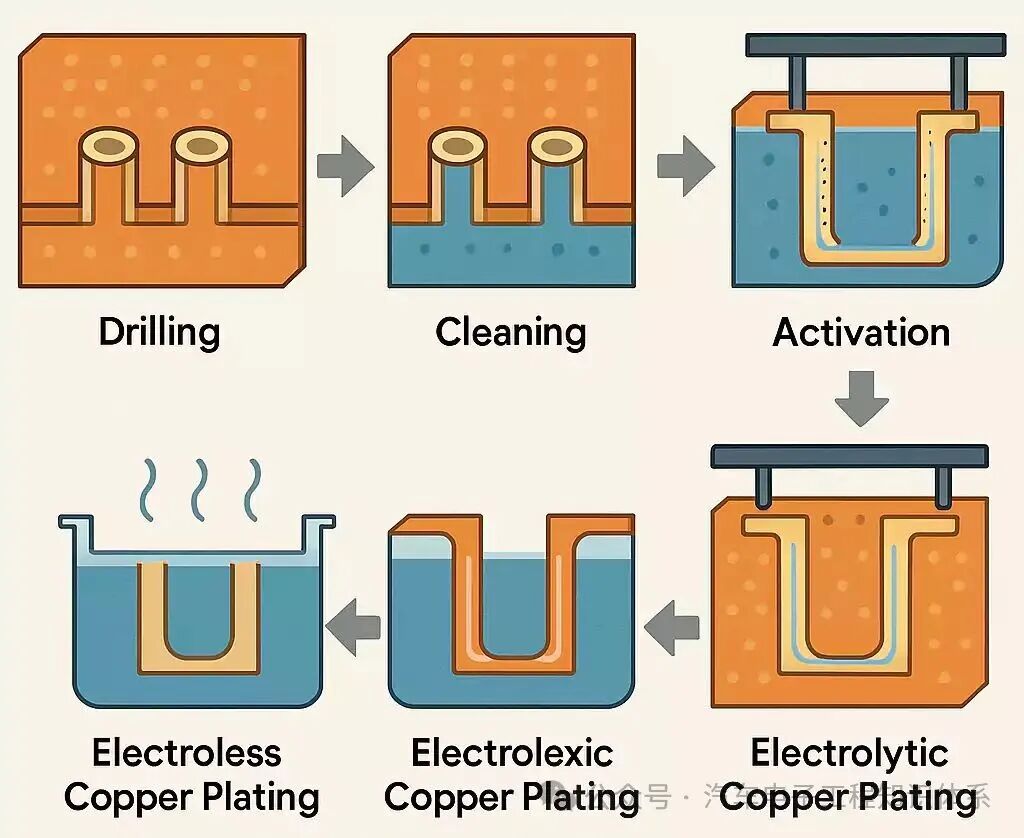
图2-12 PCB通孔电镀完整流程:从钻孔、清洗、活化到化学铜沉积与电解铜加厚,任一前处理或电镀参数失控均可能导致镀层缺陷
图片来源:FastTurnPCBs
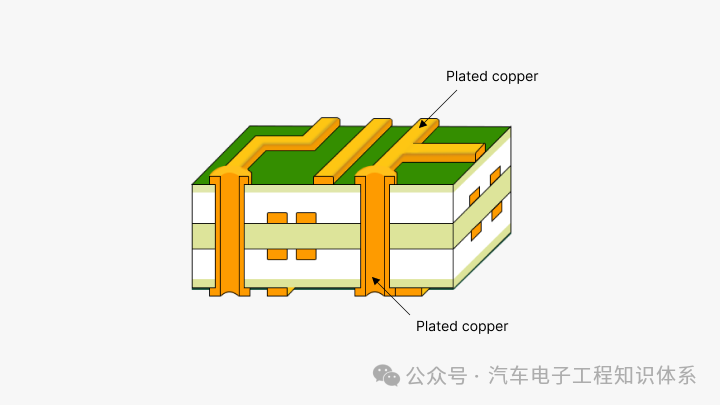
图2-13 多层板镀铜通孔(Plated Through Hole, PTH)结构示意图:孔壁铜层厚度与均匀性直接决定层间互连可靠性
图片来源:PCBX
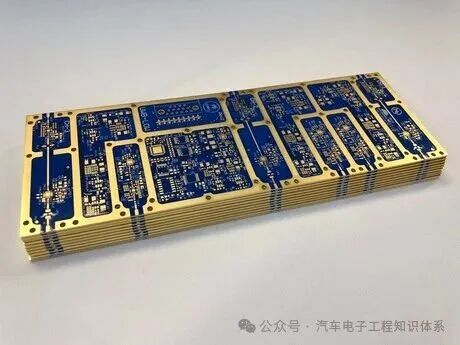
图2-14 边缘电镀(Edge Plating)PCB成品展示:均匀的镀层外观表明电镀工艺参数控制良好,反之则可能出现暗淡、结节等缺陷
图片来源:Electronics Online
电镀缺陷往往与电镀液成分、电流密度、温度、时间及前处理质量密切相关。如表2-5所示,本节对五种典型的电镀缺陷进行了描述,分析了其工艺根源及对后续工序与使用可靠性的影响。
表2-5:电镀工艺缺陷类型及成因
| 缺陷名称 | 外观特征 | 主要成因 | 潜在危害 |
| 结节(Nodule) | 镀铜表面出现的孤立凸起或树状结晶 | 电镀液中有机污染、电流密度过高、阳极泥渣、前处理粗糙 | 跨越导线间隙引发短路、阻焊层覆盖不良、细间距桥接 |
| 凹坑(Pit) | 镀层表面的小凹陷或针孔 | 基材表面污染物、气泡附着、有机残留、电镀液润湿不良 | 焊料润湿不良、焊点空洞、局部镀层薄弱、可靠性降低 |
| 附着力差(Poor Adhesion) | 镀层与基材或底层金属结合不牢,可剥离或起泡 | 前处理粗化不足、氧化层未除净、电镀液污染、活化不良 | 镀层剥落、焊盘/通孔失效、电气连接中断、长期可靠性崩溃 |
| 镀层暗淡(Dull Deposit) | 镀层无光泽、质地粗糙、颜色异常 | 电镀液成分失衡(如光亮剂不足)、温度异常、电流密度不当、有机污染 | 可焊性下降、接触电阻增大、防氧化能力降低、外观不良 |
| 镀层过薄(Thin Plating) | 镀层厚度未达到设计要求(如铜厚<20μm) | 电镀时间不足、电流密度过低、阳极面积不足、溶液搅拌不均 | 承受电力负载时易磨损、通孔铜厚不足导致断裂、散热能力下降、寿命缩短 |
2.6 钻孔缺陷
钻孔工序是构建层间互连(通孔、盲孔、埋孔)的基础,其精度与孔壁质量对后续电镀及长期可靠性至关重要。随着孔径不断缩小(微孔<0.15mm),钻孔工艺的挑战日益严峻。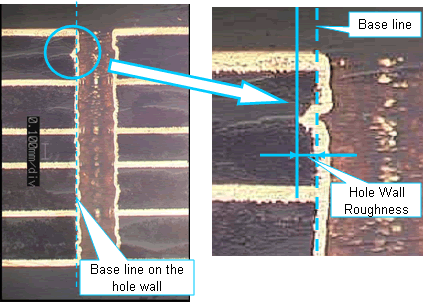
图2-15 钻孔孔壁粗糙度显微照片:左侧为粗糙孔壁,右侧为光滑孔壁;粗糙的孔壁将严重影响后续化学铜的附着力与电镀均匀性
图片来源:UNION TOOL CO.
钻孔缺陷不仅影响孔壁电镀质量,还可能造成层间绝缘破坏或互连失效。如表2-6所示,本节对六种常见的钻孔缺陷进行了系统归纳,涵盖了从玻璃纤维破裂到过孔桩不通的多种失效模式。
表2-6:钻孔工序缺陷分类及特征
| 缺陷名称 | 外观特征 | 主要成因 | 潜在危害 |
| 玻璃纤维破裂(Fiber Tear/Fraying) | 钻孔周围的玻璃纤维出现开裂、起毛或拔出 | 钻头磨损、转速/进给比不当、板材固化不足、玻璃纤维与树脂结合差 | 层间连接稳定性下降、孔壁粗糙度增大、电镀层附着力降低、湿气侵入 |
| 树脂污迹(Resin Smear) | 钻孔后孔壁残留熔融树脂碎屑,覆盖内层铜环 | 钻孔温度过高、进给过快、钻头钝化、板材树脂体系耐热性不足 | 阻碍后续电镀层与内层铜的附着、导致层间导通失效(内层分离) |
| 畸形孔(Malformed Hole) | 孔径不一致、圆度差、呈椭圆或喇叭口状 | 钻头摆动(run-out)、主轴振动、板材固定不牢、叠板数过多 | 元件引脚插入困难、电镀层厚度不均、电气连接质量不稳定 |
| 孔边缘毛刺(Burr) | 钻孔边缘出现的粗糙凸起或翻卷铜箔 | 钻头进出板面速度不当、钻头几何角度不佳、板材铜箔与基材结合力差 | 降低电镀质量、损伤元件密封圈、脱落颗粒造成短路、外观不良 |
| 孔位置偏差(Hole Position Error) | 钻孔中心与设计位置存在系统性或随机性偏差 | 钻孔机精度下降、定位系统误差、板材涨缩未补偿、销钉磨损 | 妨碍组装、破坏环形圈、层间连接失效、与焊盘错位 |
| 过孔桩(Via Stub)/未完全穿透 | 盲孔或埋孔未完全穿透介质层,或残留桩柱过长 | 钻孔深度控制不准、叠层厚度偏差、激光钻孔能量不足 | 无法实现预期的层间导通、信号完整性受损(stub效应)、高频性能劣化 |
三、PCB制造缺陷的预防与解决方案
针对前述各类缺陷及其成因,必须建立系统化的预防与纠正体系。本节从设计优化、过程控制、人员培训、质量检查、污染防控及追溯防错六个维度,提出具体可执行的解决方案。3.1 优化可制造性设计(DFM)
在设计初期开展DFM(Design for Manufacturing)分析,提前识别设计中可能存在的可制造性问题,并及时调整布局方案。加强设计团队与制造团队的沟通,将生产工艺要求(如最小线宽/线距、最小环形圈、钻孔孔径系列、酸陷阱规避等)融入设计规则检查(DRC)。利用仿真建模工具(如热仿真、信号完整性仿真、SI/PI分析)对设计方案进行验证,确保其能够承受实际生产和使用过程中的各种应力,满足性能指标要求。3.2 强化生产过程控制
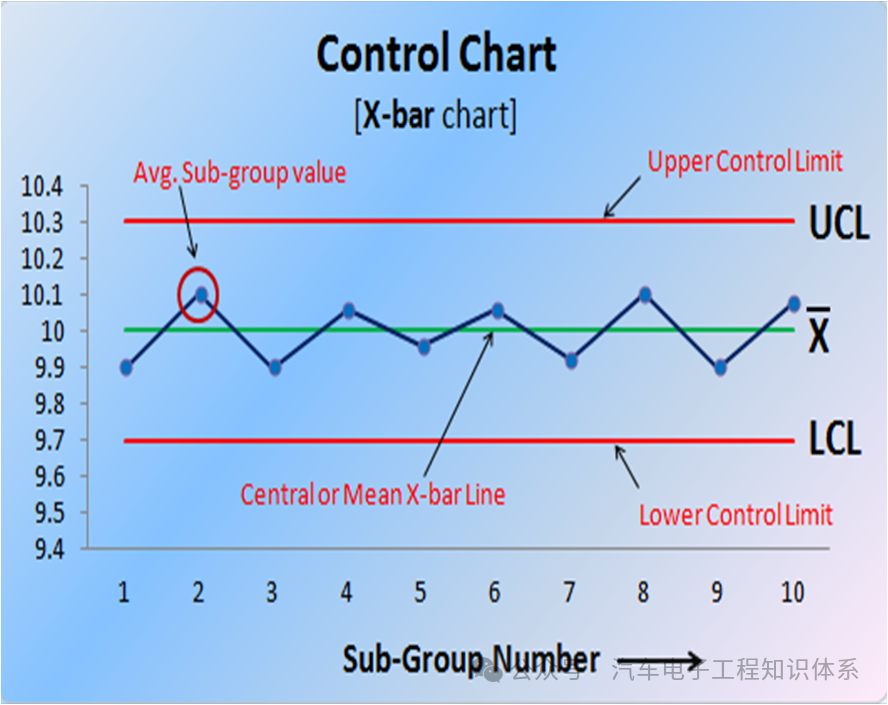
采用统计过程控制(SPC)技术,对蚀刻、层压、钻孔、电镀、阻焊层涂覆、焊接等关键工序的参数进行实时监控。针对不同工序制定明确的参数控制范围,例如蚀刻工序需监控蚀刻剂温度、传送带速度和溶液成分;层压工序需控制压力、温度梯度和对齐精度;钻孔工序需监控主轴转速、进给速度及钻头寿命;电镀工序需监控电流密度、镀液温度、pH值及化学组分。通过控制图及时发现参数偏差,采取调整措施,确保生产过程处于稳定的统计控制状态。3.3 完善员工培训体系
制定全面的员工培训计划,内容涵盖设备操作、电路板搬运技术、缺陷识别、污染控制、静电防护等多个方面。通过理论教学与实操演示相结合的方式,确保员工熟练掌握操作技能。建立员工认证制度,通过考核验证员工的操作资格,定期开展技能复训和进阶培训,不断提升员工的专业素养。同时,为员工配备详细的操作指南(SOP)和工作清单(Checklist),规范操作流程,减少凭经验操作的随意性。3.4 构建多维度检查体系
在PCB制造的关键节点设置检查环节,结合自动检测与人工检查两种方式,确保缺陷早发现、早处理。采用自动光学检测(AOI)技术,利用高分辨率相机和图像识别算法识别焊桥、润湿不足、元件错位等细微缺陷;通过X射线检测(AXI)发现焊点空洞、通孔堵塞、BGA焊球隐藏缺陷;运用飞针测试(Flying Probe)或针床测试(ICT)检测电路的短路和开路问题;在钻孔后采用孔位精度检测(如CCD扫描)验证孔径与位置。此外,开展离子清洁度测试(Ion Chromatography)、焊膏检查(SPI),并由专业人员进行放大镜/显微镜下的目视检查,全面覆盖各类缺陷类型。
图3-1 3D AOI自动光学检测设备在SMT产线上的应用:通过多角度光源与三维重建算法,可精确识别焊点高度、体积及形状异常
图片来源:Caltronics PCB Design & Assembly
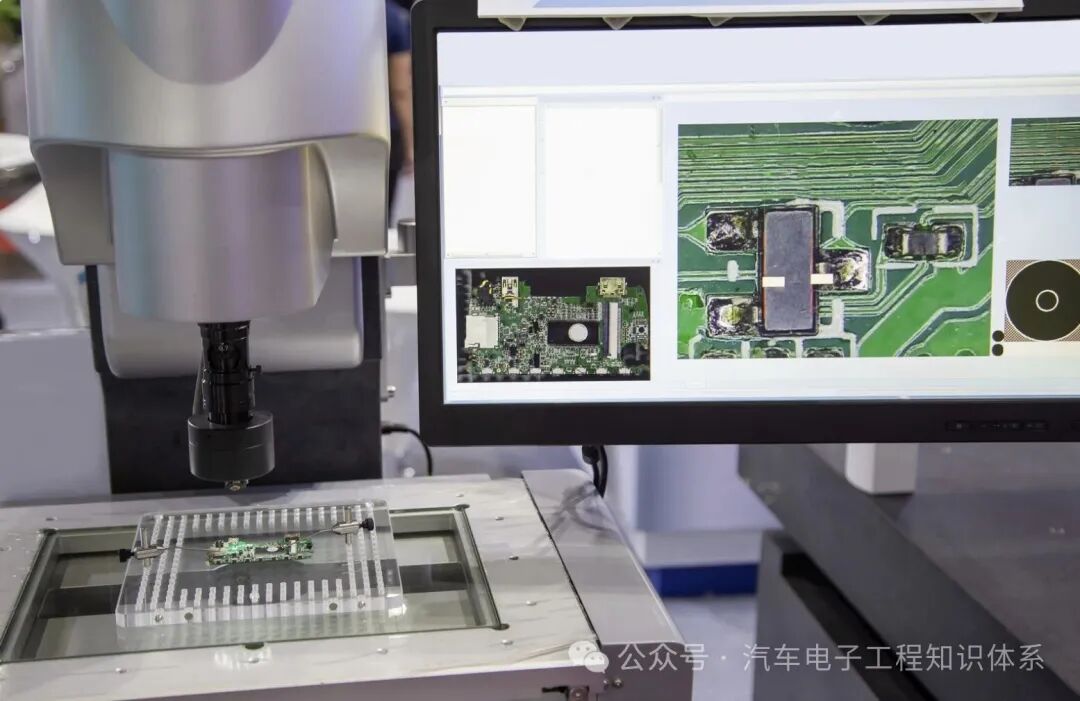
图3-2 AOI显微镜检测系统工作界面:实时将待测PCB图像与标准模板进行像素级比对,自动标记偏移、缺件、极性反等缺陷
图片来源:Arshon Inc.
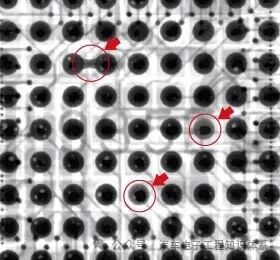
图3-3 X射线检测下的BGA焊球阵列:红色圆圈标记出存在空洞与桥接的异常焊点,X射线是发现隐藏焊接缺陷的关键手段
图片来源:Matsusada Precision
PCB缺陷检测手段多样,不同检测技术有其特定的适用场景与能力边界。如表3-1所示,本节对主流检测方法进行了系统对比,包括其检测原理、典型应用工序、可识别的缺陷类型及局限性,为企业构建分层检测体系提供参考。
表3-1:PCB制造多维度检测方法对照
| 检测方法 | 检测原理 | 适用工序 | 可识别缺陷 | 局限性 |
| 自动光学检测(AOI) | 高分辨率相机+图像比对算法 | 锡膏印刷后、回流焊后、波峰焊后 | 焊桥、缺件、偏移、极性反、立碑、锡膏印刷不良 | 无法检测内部焊点、BGA底部、隐蔽通孔 |
| X射线检测(AXI/2D/3D) | X射线穿透成像,基于密度差异 | 回流焊后、BGA/QFN组装后 | 焊点空洞、通孔堵塞、BGA焊球桥接、枕头效应 | 设备昂贵、检测速度较慢、对操作员技能要求高 |
| 飞针测试(FPT) | 移动探针接触测试点,进行电气测试 | 裸板测试、组装板功能测试 | 开路、短路、阻值/容值异常、网络连通性 | 测试速度较慢(不适合大批量)、需设计可接触测试点 |
| 针床测试(ICT) | 固定针床同时接触所有测试点 | 批量组装板测试 | 开路、短路、元件错件/反件、参数漂移 | 治具成本高、柔性差、不适合小批量多品种 |
| 自动锡膏检测(SPI) | 3D激光扫描或摩尔条纹测量锡膏体积 | 锡膏印刷后 | 锡膏体积不足/过多、偏移、拉尖、坍塌 | 仅检测印刷环节,无法预测后续焊接缺陷 |
| 离子色谱分析(IC) | 萃取板面离子污染物,色谱定量分析 | 清洗后、成品出货前 | 离子污染总量、特定离子(如卤素)残留 | 破坏性/半破坏性检测、周期长、成本高 |
| 目视检查(VI) | 放大镜、显微镜、人工目视 | 全工序关键节点 | 表面划痕、污染、阻焊缺陷、外观不良 | 主观性强、易疲劳、无法检测内部缺陷 |
3.5 实施严格的污染控制
建立完善的污染防控体系,包括生产环境清洁、静电防护、物料覆盖、人员防护等多个方面。在湿法工艺之间采用超声波清洗结合去离子水(DI Water)冲洗的方式,彻底清除电路板表面的残留物;配备腕带、防静电鞋、接地工作台等静电防护设备,控制生产环境湿度(建议40%~60%RH),避免静电放电损坏电路板;在非加工时段用防护盖或泡沫板覆盖电路板,防止灰尘污染;要求操作人员佩戴无尘手套,并定期更换;在关键工序区域(如曝光、贴膜、检测)设置层流罩(Laminar Flow Hood)或洁净室,通过HEPA过滤器净化空气,使用粘性垫子(Sticky Mat)清除人员鞋底的颗粒物。同时,定期开展离子清洁度测试,验证污染控制效果。
图3-4 ESD防静电腕带:操作人员通过腕带将人体静电安全导入大地,是PCB制造现场最基本的静电防护装备
图片来源:Leenol

图3-5 防静电工作台配置:操作人员佩戴防静电腕带并在防静电垫上进行作业,确保PCB在处理过程中免受静电放电(ESD)损伤
图片来源:Made-in-China.com
3.6 建立追溯与防错机制
通过生产跟踪文件(Traveler)或制造执行系统(MES)软件,详细记录每块PCB(或每批次)的生产流程、原材料批次、设备编号、工艺参数、操作人员、测试结果等信息,当出现缺陷时能够快速追溯根源,实施精准召回或批次隔离。在生产过程中设置防错措施(Poka-Yoke),例如对机器参数进行二次验证、对比Gerber文件确认设计与生产的一致性,同时利用检查表、操作确认提示、传感器互锁等工具,规范操作流程,减少人为错误。
图3-6 PCB激光二维码标识:不同模块尺寸的二维码在PCB表面的可读性对比,激光雕刻的0.1mm模块二维码仍保持完全可读,为单品追溯提供数据载体
图片来源:FastTurnPCBs

图3-7 PCB全生命周期数据追溯流程:从来料接收、序列化、锡膏印刷、回流焊到终检测试,条码系统串联每个制造环节,实现端到端可追溯性
图片来源:Delmon Solutions
追溯与防错机制是质量管理体系的闭环保障。如表3-2所示,本节对关键工序的防错措施与追溯要点进行了汇总,明确了责任主体与执行标准,确保缺陷预防体系的可操作性与有效性。
表3-2:关键工序防错措施与追溯要求汇总
| 工序环节 | 防错措施(Poka-Yoke) | 追溯要素 | 责任主体 |
| 来料检验 | 条码扫描核对料号与批次、自动称重比对 | 供应商批次号、检验日期、检验员、检验结果 | IQC/来料检验员 |
| 内层图形 | Gerber自动比对、首件确认、曝光能量自动记录 | 菲林编号、曝光机台号、能量参数、操作员 | 图形车间/工艺工程师 |
| 钻孔 | 钻头寿命自动计数、孔径自动检测、程序条码绑定 | 钻头规格/寿命、机台号、转速/进给参数、叠板编号 | 钻孔车间/设备工程师 |
| 电镀 | 电流密度自动监控、镀液成分在线分析、挂具自动识别 | 镀液批次、电流曲线、温度/pH记录、挂具编号 | 电镀车间/化学工程师 |
| 层压 | 销钉自动识别、热压曲线自动记录、对位CCD自动检测 | 预浸料批次、层压参数曲线、压机编号、对位数据 | 层压车间/工艺工程师 |
| 阻焊/字符 | 油墨批次扫码、网版自动识别、烘烤温度曲线记录 | 油墨型号/批次、网版编号、烘烤参数、操作员 | 阻焊车间/班组长 |
| 表面处理 | 药水浓度自动滴定、沉镍金/喷锡参数自动记录 | 药水批次、处理时间/温度、厚度测试数据 | 表面处理车间/工艺员 |
| 外形加工 | 铣刀/冲模自动识别、程序自动校验、尺寸首件确认 | 刀具规格/寿命、程序版本、尺寸报告、操作员 | 外形车间/质检员 |
| 终检/电测 | 测试程序自动调用、不良品自动标记与隔离 | 测试程序版本、测试数据、不良品图片/位置、检验员 | FQC/OQC/测试工程师 |
四、结语
PCB制造缺陷的产生是设计、材料、工艺、人员及环境等多方面因素共同作用的结果,彻底消除缺陷难度较大,但通过科学的预防和控制措施,能够显著降低缺陷发生率。行业从业者应充分认识各类缺陷的成因和危害,从设计优化、过程控制、员工培训、质量检查、污染防控等多个维度构建完善的管控体系。随着5G通信、人工智能、新能源汽车及物联网等新兴领域的快速发展,PCB技术正朝着高频高速、高多层、任意层互连(Any Layer HDI)、嵌入式元件及柔性刚结合等方向演进。未来,基于深度学习的AI视觉检测、数字孪生(Digital Twin)全流程数字化、绿色无卤制造及预测性维护等新技术,将为PCB缺陷管控带来革命性提升。
加强与上下游企业的协作,持续积累经验,不断改进生产技术和管理方法,从而提升PCB产品质量,保障电子设备的稳定运行。
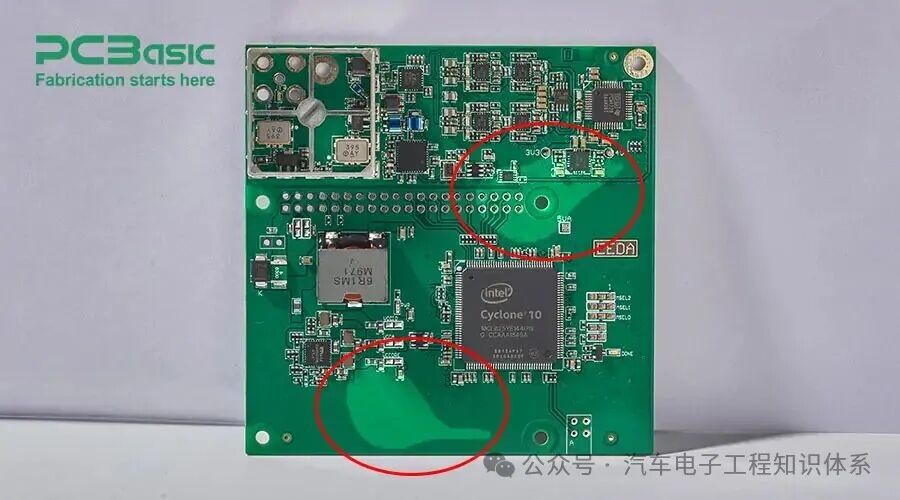
图4-1 PCB分层(Delamination)与气泡缺陷:红圈标记处可见基材层间分离及局部起泡,多由层压参数失控或材料吸湿导致,将严重破坏层间绝缘与信号完整性
图片来源:PCBasic
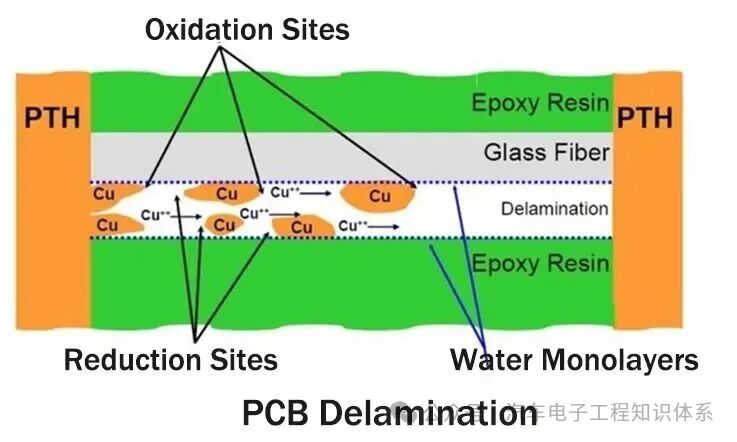
图4-2 PCB分层机理示意图:湿气侵入后,在氧化还原反应作用下铜离子沿玻璃纤维迁移,导致树脂与铜层界面剥离,形成导电阳极丝(CAF)隐患
图片来源:Jarnistech

