 1、PCB的结构组成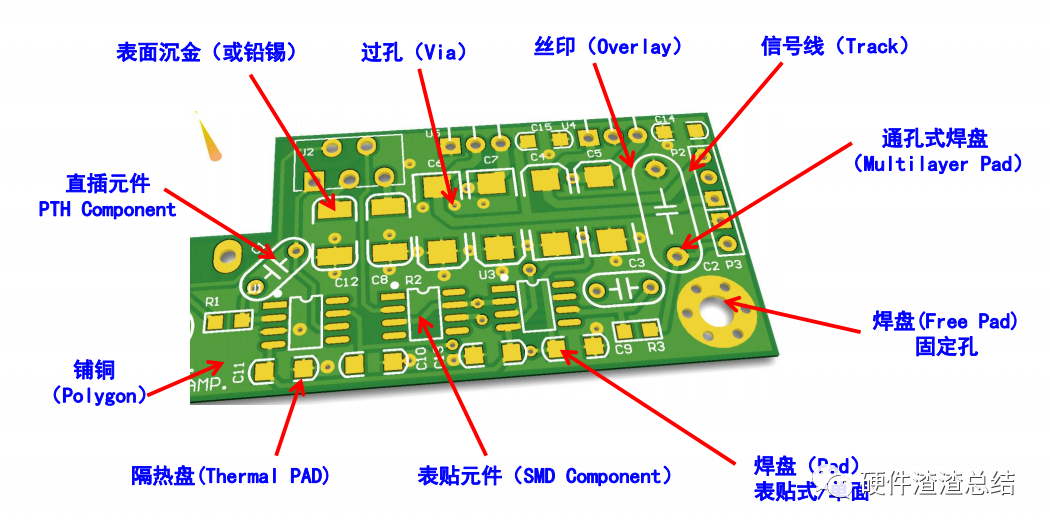 2、PCB的内部结构 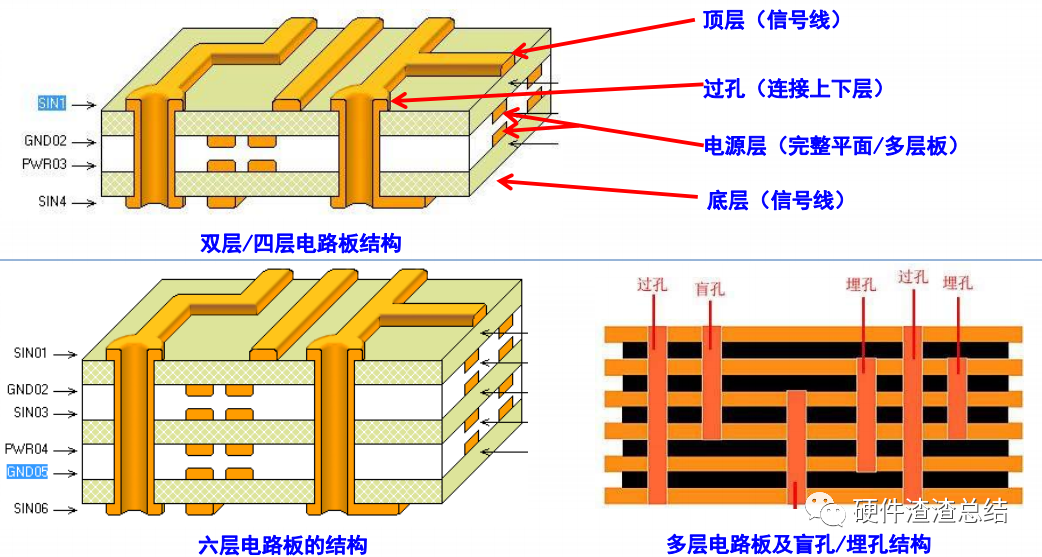 3、PCB层的分类 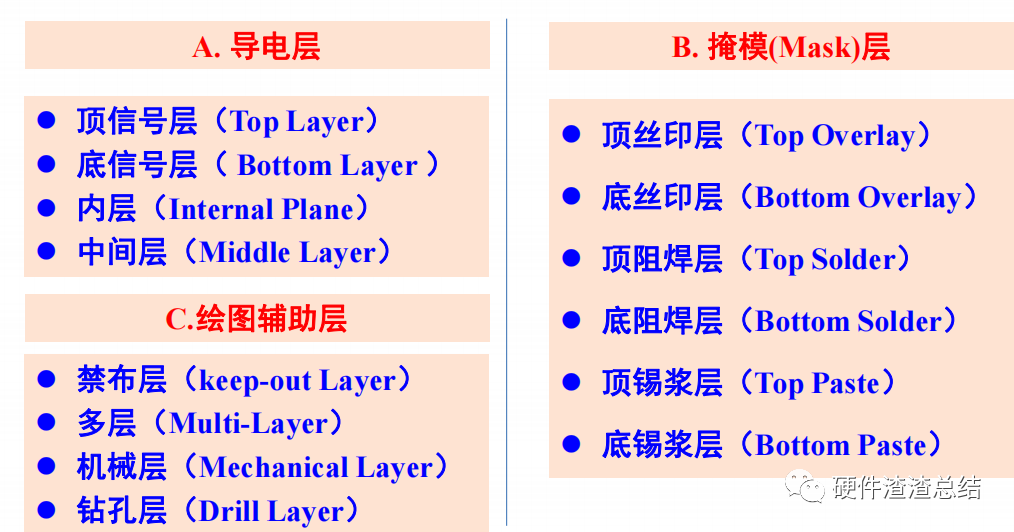 4、常用层的功能 1)信号层:分为TopLayer(顶层)和BottomLayer(底层),可以进行布线和摆放元器件。 2)Mechanical(机械层),不具有电气属性,是定义整个PCB板的外观,可以用于绘制外壳尺寸,核对电路板安装,机械层最多可选择16层。 3)Top Overlay(顶层丝印层)、 Bottom Overlay(底层丝印层),用于定义顶层和底层的丝印字符,采用丝网印刷工艺涂印,可以作为装配图、注释标记、LOGO。局部覆盖可以增加绝缘性。 4)锡膏层包括顶层锡膏层(Top Paste) 和底层锡膏层(Bottom Paste),是露在外面的表面贴装焊盘,也就是在焊接前需要涂焊膏的部分。划线部分为钢网刻孔部分,用于SMT工艺刷锡浆,大电流导线可以用Solder层裸露并加Paste锡浆加厚。 5)阻焊层也就是常说的“开窗”,包括顶层阻焊层(TopSolder)和底层阻焊层(BottomSolder),其作用与锡膏层相反,指的是要盖绿油的层。放置在电路板上以保护铜在操作过程中免受氧化和短路,它还可以保护 PCB 免受环境影响。 6)钻孔层包括DrillGride(钻孔指示图)和DrillDrawing(钻孔图)两个钻孔层,钻孔层用于提供电路板制造过程中的钻孔信息(如焊盘,过孔就需要钻孔)。 7)禁止布线层(KeepOutLayer)是定义电路板的边界、切割线、还有电路板的挖空、开槽位置。定义不允许放置导线的区域,会自动避开。 8)MulTI layer(多层),电路板上焊盘和穿透式过孔要穿透整个电路板,与不同的导电图形层建立电气连接关系,因此系统专门设置了一个抽象的层—多层。多层上画的实体在每个Layer都有(Plane除外),常用于直插焊盘、过孔等需要穿透每个层,用于焊盘时,可定义电镀孔(PTH)和非电镀孔(NPTH)。 5、元件和封装 1)元件符号与封装 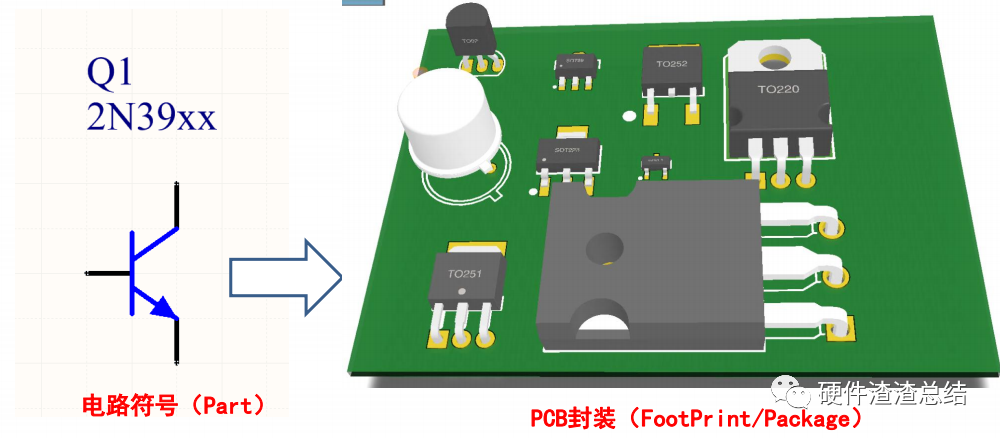 同一个电路符号(Part),往往对应多个封装(FootPrint) 同一个封装,因为安装形式不同(如:立/卧),衍生出若干子封装 设计时仔细核对:(1)封装尺寸/形式是否正确;(2)管脚顺序是否相符 2)PCB焊盘设计基本原则 对称性:两端焊盘必须对称,才能保证熔融焊锡表面张力平衡。 焊盘间距:确保元件端头或引脚与焊盘恰当的搭接尺寸,焊盘间距过大或过小都会引起焊接缺陷。 焊盘剩余尺寸:元件端头或引脚与焊盘搭接后的剩余尺寸必须保证焊点能够形成弯月面。 焊盘宽度:应与元件端头或引脚的宽度基本一致。 6)PCB工艺     曝光能力和腐蚀的扩散效应,限制了最小线宽 电镀孔工艺,限制了过孔/焊盘的最小内径(PCB越厚,孔径越大) 层间对准误差、钻孔位置误差,限制了焊盘、过孔的最小外径 腐蚀工艺的洁净度,限制了导线间的最小间距 特殊新工艺,如激光钻孔、沉积板,能够达到2mil极限,但是价格昂贵  极限值:通过苛刻的条件能达到,但不宜大批量生产。 一般值:可以大批量生产,但需要特殊工艺保证良品率,要收取额外的工 艺费和测试费,会增加成本和交货周期; 可靠值:可以大批量可靠生产。【仅供参考,以厂家沟通为准!】 多层PCB内部长啥样? 3D大图解析高端PCB板的设计工艺 硬件工程师刚接触多层PCB的时候,很容易看晕。动辄十层八层的,线路像蜘蛛网一样。 今天画了几张多层PCB电路板内部结构图,用立体图形展示各种叠层结构的PCB图内部架构。 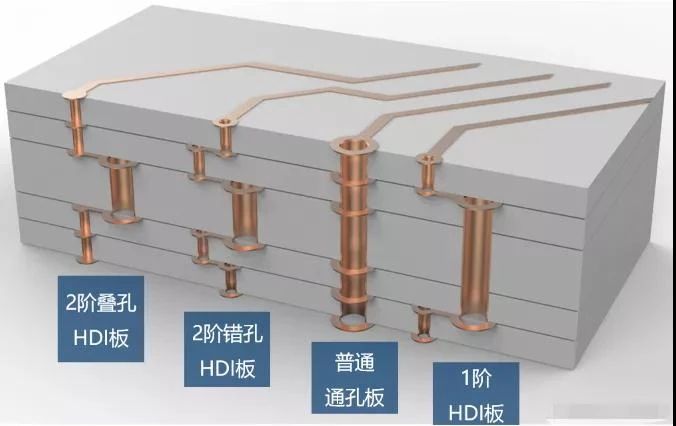 01.高密度互联板(HDI)的核心 在过孔 多层PCB的线路加工,和单层双层没什么区别,最大的不同在过孔的工艺上。 线路都是蚀刻出来的,过孔都是钻孔再镀铜出来的,这些做硬件开发的大家都懂,就不赘述了。 多层电路板,通常有通孔板、一阶板、二阶板、二阶叠孔板这几种。更高阶的如三阶板、任意层互联板平时用的非常少,价格贼贵,先不多讨论。 一般情况下,8位单片机产品用2层通孔板;32位单片机级别的智能硬件,使用4层-6层通孔板;Linux和Android级别的智能硬件,使用6层通孔至8一阶HDI板;智能手机这样的紧凑产品,一般用8层一阶到10层2阶电路板。  8层2阶叠孔,高通骁龙624 02.最常见的通孔 只有一种过孔,从第一层打到最后一层。不管是外部的线路还是内部的线路,孔都是打穿的,叫做通孔板。 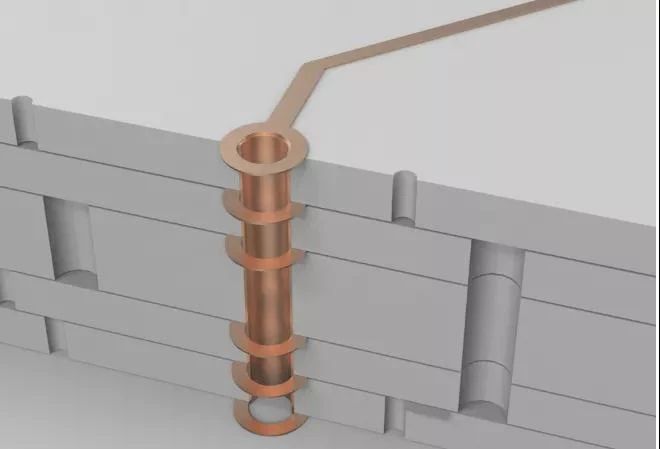 通孔板和层数没关系,平时大家用的2层的都是通孔板,而很多交换机和军工电路板,做20层,还是通孔的。 用钻头把电路板钻穿,然后在孔里镀铜,形成通路。 这里要注意,通孔内径通常有0.2mm、0.25mm和0.3mm,但一般0.2mm的要比0.3mm的贵不少。因为钻头太细容易断,钻的也慢一些。多耗费的时间和钻头的费用,就体现在电路板价格上升上了。 03.高密度板(HDI板)的激光孔  这张图是6层1阶HDI板的叠层结构图,表面两层都是激光孔,0.1mm内径。内层是机械孔,相当于一个4层通孔板,外面再覆盖2层。 激光只能打穿玻璃纤维的板材,不能打穿金属的铜。所以外表面打孔不会影响到内部的其他线路。 激光打了孔之后,再去镀铜,就形成了激光过孔。 04.2阶HDI板 两层激光孔  这张图是一个6层2阶错孔HDI板。平时大家用6层2阶的少,大多是8层2阶起。这里更多层数,跟6层是一样的道理。 所谓2阶,就是有2层激光孔。 所谓错孔,就是两层激光孔是错开的。 为什么要错开呢?因为镀铜镀不满,孔里面是空的,所以不能直接在上面再打孔,要错开一定的距离,再打上一层的空。 6层二阶=4层1阶外面再加2层。 8层二阶=6层1阶外面再加2层。 05.叠孔板 工艺复杂价格更高 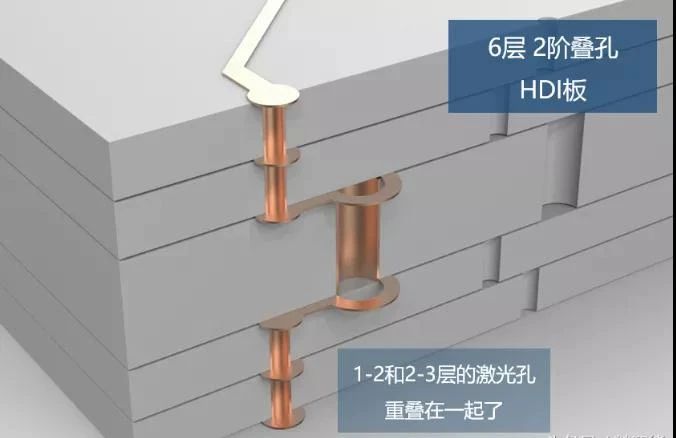 错孔板的两层激光孔重叠在一起。线路会更紧凑。 需要把内层激光孔电镀填平,然后在做外层激光孔。价格比错孔更贵一些。 06.超贵的任意层互联板 多层激光叠孔 就是每一层都是激光孔,每一层都可以连接在一起。想怎么走线就怎么走线,想怎么打孔就怎么打孔。 Layout工程师想想就觉得爽!再也不怕画不出来了! 采购想想就想哭,比普通的通孔板贵10倍以上! 所以,也就只有iPhone这样的产品舍得用了。其他手机品牌,没听说谁用过任意层互联板。 07.总结 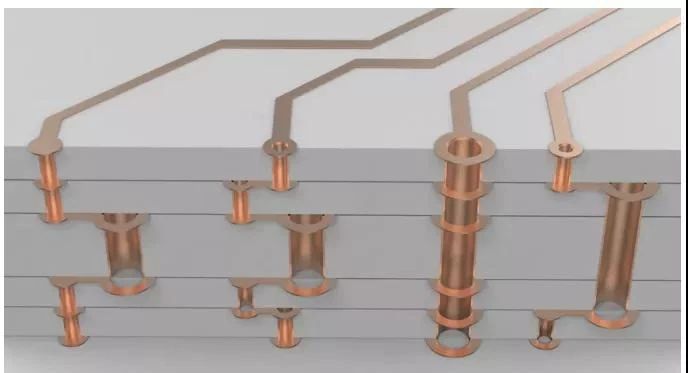 最后放张图,再仔细对比一下吧。 请注意观察孔的大小,以及孔的焊盘是封闭的还是开放的。 五大SMT常见工艺缺陷及解决方法 现在,工程师做SMT贴片已经越来越方便,但是,对SMT中的各项工艺,作为工程师的你真的了解“透”了吗?本文整理了“五大SMT常见工艺缺陷”,帮你填坑,速速get吧! 缺陷一: “立碑”现象 即片式元器件发生“竖立”。 立碑现象发生主要原因是元件两端的湿润力不平衡,引发元件两端的力矩也不平衡,导致“立碑”。  回流焊“立碑”现象动态图(来源网络) 什么情况会导致回流焊时元件两端湿润力不平衡,导致“立碑”? 因素A:焊盘设计与布局不合理 ①元件的两边焊盘之一与地线相连接或有一侧焊盘面积过大,焊盘两端热容量不均匀; ②PCB表面各处的温差过大以致元件焊盘两边吸热不均匀; ③大型器件QFP、BGA、散热器周围的小型片式元件焊盘两端会出现温度不均匀。 解决办法:工程师调整焊盘设计和布局。 因素B:焊锡膏与焊锡膏印刷存在问题 ①焊锡膏的活性不高或元件的可焊性差,焊锡膏熔化后,表面张力不一样,将引起焊盘湿润力不平衡。 ②两焊盘的焊锡膏印刷量不均匀,一侧锡厚,拉力大,另一侧锡薄拉力小,致使元件一端被拉向一侧形成空焊,一端被拉起就形成立碑。 解决办法:需要工厂选用活性较高的焊锡膏,改善焊锡膏印刷参数,特别是钢网的窗口尺寸。 因素C:贴片移位Z轴方向受力不均匀 会导致元件浸入到焊锡膏中的深度不均匀,熔化时会因时间差而导致两边的湿润力不平衡,如果元件贴片移位会直接导致立碑。 解决办法:需要工厂调节贴片机工艺参数。 因素D:炉温曲线不正确 如果再流焊炉炉体过短和温区太少就会造成对PCB加热的工作曲线不正确,以致板面上湿差过大,从而造成湿润力不平衡。 解决办法:需要工厂根据每种不同产品调节好适当的温度曲线。 缺陷二: 锡珠 锡珠是回流焊中常见的缺陷之一,它不仅影响外观而且会引起桥接。锡珠可分为两类:一类出现在片式元器件一侧,常为一个独立的大球状(如下图);另一类出现在IC引脚四周,呈分散的小珠状。 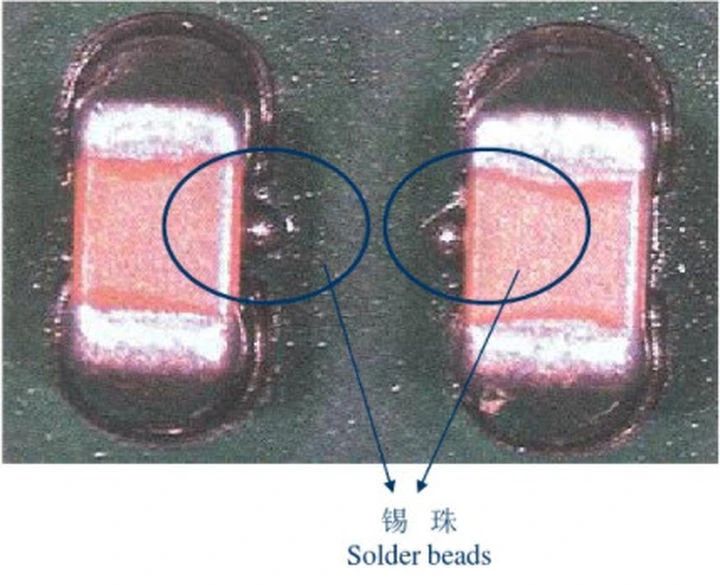 位于元器件腰部一侧(来源网络) 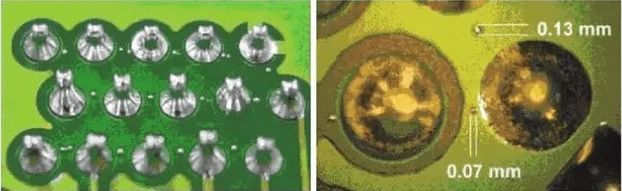 锡珠产生的原因主要有以下几点: 因素A:温度曲线不正确 回流焊曲线可以分为预热、保温、回流和冷却4个区段。预热、保温的目的是为了使PCB表面温度在60~90s内升到150℃,并保温约90s,这不仅可以降低PCB及元件的热冲击,更主要是确保焊锡膏的溶剂能部分挥发,避免回流焊时因溶剂太多引起飞溅,造成焊锡膏冲出焊盘而形成锡珠。 解决办法:工厂需注意升温速率,并采取适中的预热,使溶剂充分挥发。 因素B:焊锡膏的质量 ①焊锡膏中金属含量通常在(90±0.5)℅,金属含量过低会导致助焊剂成分过多,因此过多的助焊剂会因预热阶段不易挥发而引起飞珠; ②焊锡膏中水蒸气和氧含量增加也会引起飞珠。由于焊锡膏通常冷藏,当从冰箱中取出时,如果没有充分回温解冻并搅拌均匀,将会导致水蒸气进入;此外焊锡膏瓶的盖子每次使用后要盖紧,若没有及时盖严,也会导致水蒸气的进入; ③放在钢网上印制的焊锡膏在完工后,剩余的部分应另行处理,若再放回原来瓶中,会引起瓶中焊锡膏变质,也会产生锡珠。 解决办法:要求工厂选择优质的焊锡膏,注意焊锡膏的保管与使用要求。 其他因素还有: ①印刷太厚,元件下压后多余锡膏溢流; ②贴片压力太大,下压使锡膏塌陷到油墨上; ③焊盘开口外形不好,未做防锡珠处理; ④锡膏活性不好,干的太快,或有太多颗粒小的锡粉; ⑤印刷偏移,使部分锡膏沾到PCB上; ⑥刮刀速度过快,引起塌边不良,回流后导致产生锡球... 缺陷三: 桥连 桥连也是SMT生产中常见的缺陷之一,它会引起元件之间的短路,遇到桥连必须返修。  BGA桥连示意图(来源网络) 造成桥连的原因主要有: 因素A:焊锡膏的质量问题 ①焊锡膏中金属含量偏高,特别是印刷时间过久,易出现金属含量增高,导致IC引脚桥连; ②焊锡膏粘度低,预热后漫流到焊盘外; ③焊锡膏塔落度差,预热后漫流到焊盘外。 解决办法:需要工厂调整焊锡膏配比或改用质量好的焊锡膏。 因素B:印刷系统 ①印刷机重复精度差,对位不齐(钢网对位不准、PCB对位不准),导致焊锡膏印刷到焊盘外,尤其是细间距QFP焊盘; ②钢网窗口尺寸与厚度设计失准以及PCB焊盘设计Sn-pb合金镀层不均匀,导致焊锡膏偏多。 解决方法:需要工厂调整印刷机,改善PCB焊盘涂覆层。 因素C:贴放压力过大 焊锡膏受压后满流是生产中多见的原因,另外贴片精度不够会使元件出现移位、IC引脚变形等。 因素D:再流焊炉升温速度过快,焊锡膏中溶剂来不及挥发 解决办法:需要工厂调整贴片机Z轴高度及再流焊炉升温速度。 缺陷四: 芯吸现象 芯吸现象,也称吸料现象、抽芯现象,是SMT常见的焊接缺陷之一,多见于气相回流焊中。焊料脱离焊盘沿引脚上行到引脚与芯片本体之间,导致严重的虚焊现象。 产生原因: 通常是因引脚导热率过大,升温迅速,以致焊料优先湿润引脚,焊料与引脚之间的润湿力远大于焊料与焊盘之间的润湿力,引脚的上翘回更会加剧芯吸现象的发生。 解决办法:需要工厂先对SMA(表面贴装组件)充分预热后在放炉中焊接,应认真的检测和保证PCB焊盘的可焊性,元件的共面性不可忽视,对共面性不好的器件不应用于生产。 注意: 在红外回流焊中,PCB基材与焊料中的有机助焊剂是红外线良好的吸收介质,而引脚却能部分反射红外线,故相比而言焊料优先熔化,焊料与焊盘的湿润力就会大于焊料与引脚之间的湿润力,故焊料不会沿引脚上升,从而发生芯吸现象的概率就小得多。 缺陷五: BGA焊接不良 BGA:即Ball Grid Array(球栅阵列封装)  正常的BGA焊接(来源网络) 不良症状①:连锡 连锡也被称为短路,即锡球与锡球在焊接过程中发生短接,导致两个焊盘相连,造成短路。 解决办法:工厂调整温度曲线,减小回流气压,提高印刷品质。 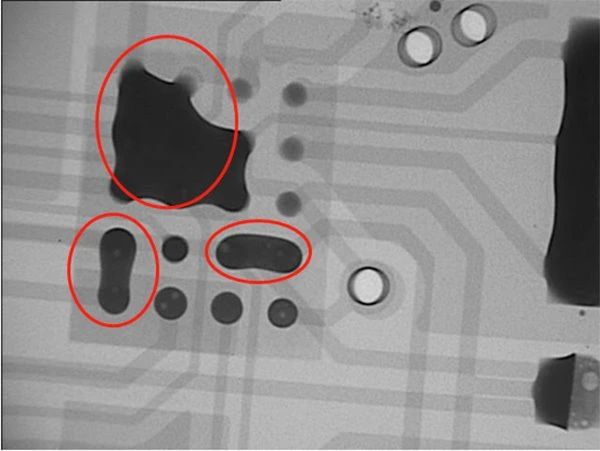 红圈部分为连锡(来源网络) 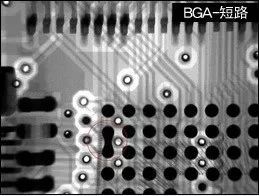 不良症状②:假焊 假焊也被称为“枕头效应(Head-in-Pillow,HIP)”,导致假焊的原因很多(锡球或PAD氧化、炉内温度不足、PCB变形、锡膏活性较差等)。BGA假焊特点是“不易发现”“难识别”。 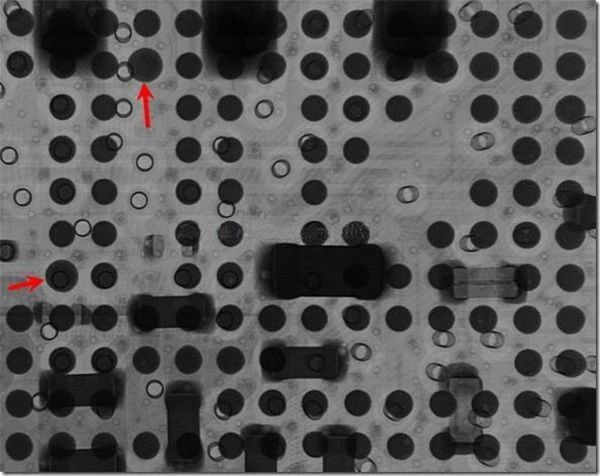 BGA假焊示意图(来源网络)  BGA“枕头效应”侧视图(来源网络)  不良症状③:冷焊 冷焊不完全等同与假焊,冷焊是由于回流焊温度异常导致锡膏没有熔化完整,可能是温度没有达到锡膏的熔点或者回流区的回流时间不足导致。 解决办法:工厂调整温度曲线,冷却过程中,减少振动。 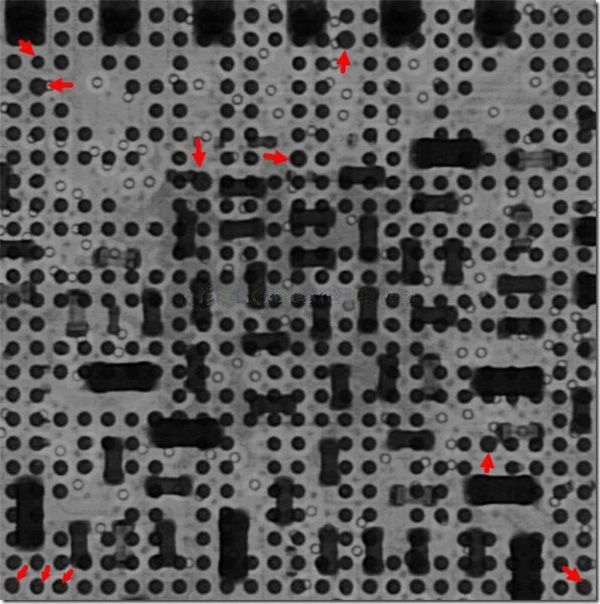 BGA冷焊示意图(来源网络) 不良症状④:气泡 气泡(或称气孔)并非绝对的不良现象,但如果气泡过大,易导致品质问题,气泡的允收都有IPC标准。气泡主要是由盲孔内藏的空气在焊接过程中没有及时排出导致。 解决方法:要求工厂用X-Ray检查原材料内部有无孔隙,调整温度曲线。 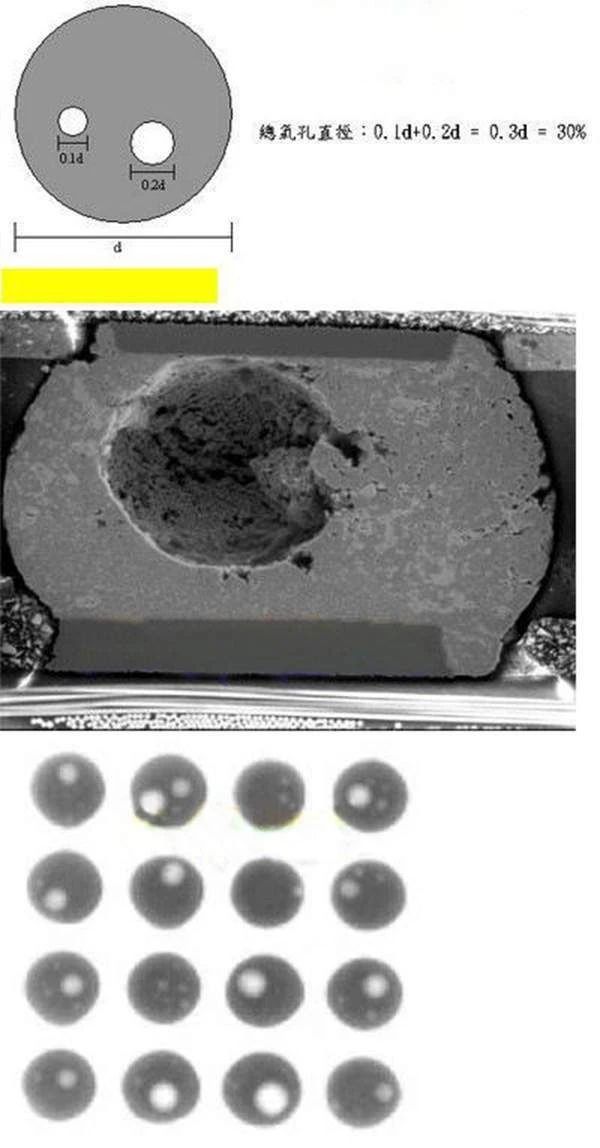 BGA气泡示意图(来源网络) 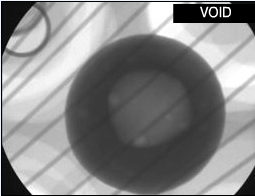 一般说来,气泡大小不能超过球体20% 不良症状⑤:锡球开裂 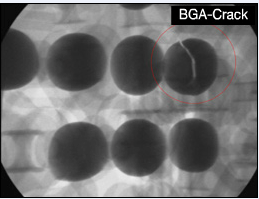 不良症状⑥:脏污 焊盘脏污或者有残留异物,可能因生产过程中环境保护不力导致焊盘上有异物或者焊盘脏污导致焊接不良。 除上面几点外,还有: ①结晶破裂(焊点表面呈玻璃裂痕状态); ②偏移(BGA焊点与PCB焊盘错位); ③溅锡(在PCB表面有微小的锡球靠近或介于两焊点间)等。 CIAS半导体创新技术 |



