
向无铅焊接的切换即不仅要确认长期可靠性,和温度(材料组)升至260℃时所发生的各种变化,还要对可制造性和测试能力进行确认。如果这些基本结果不能达到,那么这种合金就不是一个合适的替代品。如果一种工艺不能生产出产品且保持可控,那么这种工艺就是不可行的。理解无铅是怎样影响到性能表现和工艺控制的,才是其执行的核心内容。 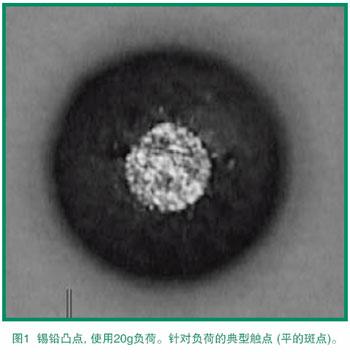 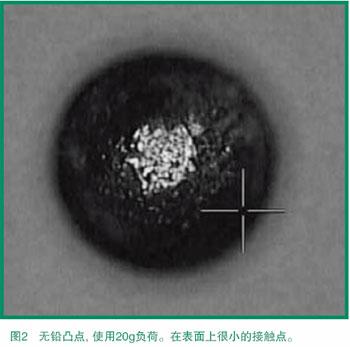 如图3和图4所显示的,在目标负荷情况下,含铅量高的器件会比无铅合金器件发生最高可达50%的形变。当负荷移走后,含铅量高的器件会保留比无铅合金器件多达75%的形变。这种现象和高铅焊料的机械特性有关,并在铜互连封装的倒装芯片上表现得尤其明显。改变凸点的化学成份会导致在冶金学和机械性能方面的一系列改变;很可能是由于铜在焊接过程中的溶解和形成新的合金造成的。 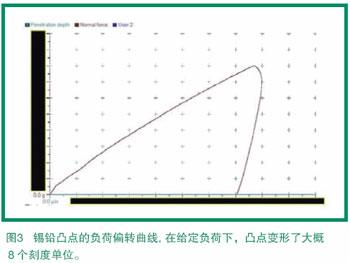 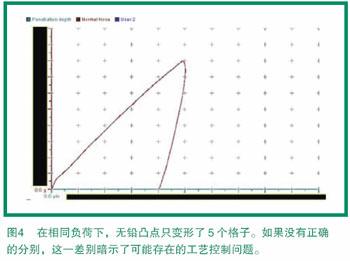 当我们寻找改进安装到插座上的BGA或探针卡上的倒装芯片寿命的方法时,需要懂得如何从高铅向无铅切换才会影响到电气和机械性能,那么,物理测试是必需的。对于倒装芯片,为确定是否在提高产出的同时能维持更好的工艺控制,电气机械特性的比较分析是必需的。伴随着正确的工具设定(该过程使用改良自CSM仪表的工具),电气接触电阻——也包括确切的首次电气接触及机械持久力——能很容易获得。 在评估中,我们确定了处于确切电气接触和机械形变之间的最佳接触点,以便更好地进行工艺控制。数据显示,从高铅向无铅的切换,在电气或机械方面都不是一个简单的转换,这和回流温度无关。这一方法也给研究者提供了一个早期的机会,以评估在焊料凸点的可靠性方面由于测试设备未对准而造成的影响。 电气机械数据提供给工艺/设计FMEA人员在合金选择方法上一个无偏差的数据。相对建模方式,这一基于实际数据来选择合适材料的方法,在插座配置和界面硬件的配置上,从工程方面去除了凭猜测所做的工作,做到了“一次正确”的设定。合金的电气机械特性的确定不仅仅帮助了封装设计人员,也为器件设计提供了支持。无论在机械还是电气方面,由于将器件装入插座并测试而需要增加的负荷,硅片或许会被损坏。同样重要地,如果实现电气接触所需要的力超过机械负荷极限时,具有低介电常数(Low K)结构的倒装芯片将会面临可靠性的问题。 小几何尺寸的高铅倒装芯片凸点在实现电气接触时,通常每个凸点需要承受15到20克的力。我们的团队使用了一个经改装的“CSM-Instruments”的微米级硬度工具,针对模拟稳定电气接触和产出所需要的力的变量做出快速的评估。结果显示,相对于锡铅焊料,无铅材料可能需要增加70%甚至更多的负荷(这个结果由四点探针机构的 Kelvin 连接确认过了,显示了一个74%的差别。CSM工具使用了大约5分钟,而使用 Kelvin 连接可能需要将近两周时间才能得到结果)。代替标准测试模块的电阻系数和硬度,设计者和工艺工程师需要向焊料和仪器供应商索要这类数据。 上述因素在FMEA上可能带来更大的变化,并且对性能产生影响(对部件和器件是相似的),比如助焊剂残留物,氧化物,合金污染物应该和凸点合金一同被评估。清洗和其它通过去除助焊剂残留和氧化物来清洁凸点的工艺,可以作为一个附加的标准,以便在一个实验设计中得到验证。DoE过程可以被概括为,针对凸点合金而建议采用正确的探针设计来匹配优先的目标产出,同时增加生产量和优化硬件设计。 针对凸点的几何形状优化探针设计是非常必要的,这有助于防止探针在有效刺穿助焊剂残留物和氧化层,保证电气连接的同时,对凸点产生损伤(要形成电气接触,有些凸点的形变是需要的;过多的负荷导致了损坏和产出率的降 (低)。该工艺已从几个月(有临界结果)被改进到了几天(有精确的测试结果)。伴随着正确的方法,不断改进的工艺,以及器件和设备的优化,一个完整的凸点形变和电气优化的分析用不了3天就可以完成。 最后,当比较无铅和高铅焊料时,注意由于尺寸的变化,在倒装芯片的焊料凸点和μBGA封装间(250μm凸点几何尺寸相对750μm),会产生耐久力的变化。当加载了不同的负荷时,可以观察到“形变”上的差别。实验的结果是符合实际的测试数据的,其误差小于5%(如果 Kelvin 连接是个因素的话,部分的误差可以被消除)。对于测试硬件设计,预防性的维护(PM)和晶片的破裂而言,这一差别是非常关键的,尤其是当无铅凸点安装在低介电常数焊盘上时。在封装或晶片上过多的负荷可能导致部件的损坏和设备的停机。如果使用无铅焊料,尤其是使用在低介电常数结构上时,一个和这里所讨论的某个类似的分析方法,可能对市场销售和可靠性的改良是有帮助的。 |



