无铅元器件及相关材料的使用,对测试策略的制定有很大的影响,为此,生产厂家不得不采用不同的测试与检查系统,以对无铅PCBA进行检测。
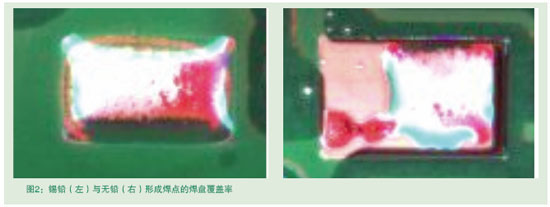
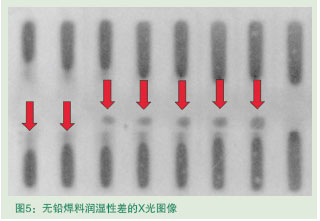
业界普遍认为,产品从有铅向无铅转换过程中,焊接缺陷会有较大的增加。现在普遍选用的SnAgCu焊料比SnPb焊料的润湿性要差,组装线路板回流过程中出现的开路、短路(桥接)、空洞、位移等焊接缺陷大幅增加。试验证明,焊接材料的用量在无铅工艺中显得格外重要。
从图中可以看出,立碑现象变化最大,主要发生在0402元件上,开路、移位现象在锡铅焊接上也有发生,无铅焊接中只有桥接/短路发生率下降,好像与我们预料的不同。也许是无铅焊接过程控制严格的缘故吧,因为工程师对无铅生产设备,工艺都做了适当的调整。DPMO统计结果:无铅焊接缺陷率<100PPM,是很好的一个结果,对比锡铅焊接,缺陷率大约增加了1倍,但也是很奋人心了,统计结果是在同样器件上进行的。
|