低温共烧陶瓷 ( Low Temperature Co-Fired Ceramics, LTCC ) 封装能将不同种类的芯片等元器件组装集成于同一封装体内以实现系统的某些功能,是实现系统小型化、集成化、多功能化和高可靠性的重要手段。总结了 LTCC 基板所采用的封装方式,阐述了 LTCC 基板的金属外壳封装、针栅阵列( Pin Grid Array, PGA) 封装、焊球阵列( Ball Grid Array,BGA ) 封装、穿墙无引脚封装、四面引脚扁平 ( Quad Flat Package, QFP )封装、无引脚片式载体 ( Leadless Chip Carrier, LCC )封装和三维多芯片模块 ( Three-Dimensional Multichip Module, 3D-MCM ) 封装技术的特点及研究现状。分析了LTCC 基板不同类型封装中影响封装气密性和可靠性的一些关键技术因素,并对 LTCC 封装技术的发展趋势进行了展望。
1 引言
便携式通讯系统对电子产品的需求和对电子整机高性能的要求极大地推动着电子产品向小型化、集成化、多功能、高频化和高可靠性等方向发展,同时也带动了与之密切相关的电子封装技术的发展。电子封装技术直接影响着电子器件和集成电路的高速传输、功耗、复杂性、可靠性和成本等,因此成为电子领域的关键技术。在摩尔定律继续发展面临来自物理极限、经济限制等多重压力的现实下,以超越摩尔定律为目标的功能多样化成为集成电路技术发展的主要方向之一,迫使人们将整机产品性能的提高更多地转向在封装内实现多种功能集成的系统产品和封装中功能密度的提高。
电子封装按照所使用的封装材料来划分,分为金属封装、陶瓷封装和塑料封装。金属封装气密性好,不受外界环境因素的影响,但价格昂贵,外型灵活性小,不能满足半导体器件快速发展的需要;塑料封装以环氧树脂热固性塑料应用最为广泛,具有绝缘性能好、价格低、质量轻等优点,性价比最高,但是气密性差,对湿度敏感,容易膨胀爆裂;陶瓷封装可与金属封装一样实现气密性封装,具有气密性好、绝缘性能好、热膨胀系数小、耐湿性好和热导率较高等特点,但也有烧结精度波动、工艺相对复杂、价格贵等不足。集成电路传统封装的功能主要是芯片保护、尺寸放大和电气连接三项,具有 Fan-in、Fan-out、2.5D、3D 4 类形式的先进封装则在此基础上增加了“提升功能密度、缩短互连长度、进行系统重构”三项新功能。传统封装本身并不能使芯片的功能产生任何变化,但先进封装提高了组装密度,系统功能密度得到提升;互连长度的缩短带来性能提升和功耗降低;封装内的系统重构使得封装功能发生质的改变。基于多层布线陶瓷基板的多芯片封装、系统级封装属于先进封装,先进封装技术有着宽广的发展空间。
低 温 共 烧 陶 瓷 (Low Temperature Co-Fired Ceramics, LTCC) 是以玻璃 / 陶瓷材料作为电路的介电层,运用 Au、Ag、Pd/Ag 等高电导率金属做内外层电极和布线,以平行印刷方式印制多层电路,叠压后在低于 950 ℃的烧结炉中共同烧结而成的一种陶瓷。LTCC 基板具有布线导体方阻小、可布线层数多、布线密度高、烧结温度低、介质损耗小、高频性能优异、热膨胀系数与多种芯片匹配等优点,因而成为一种理想的高密度集成用主导基板。LTCC 可埋置电阻、电容、电感以及天线、滤波器、巴伦、耦合器、双工器等无源元件 ,易于形成多种结构的空腔,可与薄膜精密布线技术结合或用激光加工实现更高布线精度和更好性能的混合多层基板 MCM-C/D。LTCC 基板进行陶瓷封装可以提高组件(模块)对于高频、低损耗、高速传输、小型化等的封装要求。LTCC 封装产品在航天、航空、通信、雷达等领域已得到重要应用,在要求更高数据传输速率和带宽以及更低延迟的 5G 领域也已大量使用 LTCC 产品,LTCC 封装产品使用频率已超过 100 GHz,具有广阔的发展前景和应用市场。
完整的 LTCC 封装应是所有有源器件和无源元件均组装到基板以后,再焊接上盖板成为一个密封整体。但对于 LTCC 基板和封装外壳产品生产单位来说,往往不涉及元器件组装,一般也就不需要进行最后的封盖。因此,本文的 LTCC 封装主要指确定 LTCC封装结构形式一般没有组装元器件的一种半成品封装。本文主要对 LTCC 封装技术所涉及的材料与工艺结合国内外的有关文献和已有的一些技术研究进行了综述,对 LTCC 封装技术的发展趋势进行了探讨。
2 LTCC 封装材料特性
LTCC 封装材料是指用于承载电子元器件及其相互连线,起到机械支撑、密封环境保护、信号传递、散热和屏蔽等作用的基体材料,包括 LTCC 基板、布线、壳体、框架、热沉、盖板、焊料等材料,总体上分为LTCC 基板材料、封装金属材料和焊接材料三大类。
2.1 LTCC 基板材料
LTCC 基板材料包括 LTCC 生瓷带和与生瓷带配套的导体和电阻等材料。LTCC 所用的布线和通孔连接的导体材料以 Au、Ag、Pd、Pt 等贵金属或它们的合金(二元合金或三元合金 PdAg、PtAg、PtAu、PtPdAu等)为导电相,其性能稳定,工艺成熟,可在空气气氛下烧结。Cu 也是高电导率材料,导热率较高,焊接性能优异,适合低温烧结,但由于 Cu 在空气中受热后极易氧化,故与 Au、Ag 等贵金属材料不同,在烧结时需有中性气氛(常用氮气)做保护气体。
多层布线陶瓷基板的烧结温度必须在布线导体材料的熔点之下,因此,这些高电导率材料不能用于Al 2 O 3 、AlN 的 高 温 共 烧 陶 瓷 (High TemperatureCo-Fired Ceramics, HTCC)。表 1 列 出了 LTCC 与HTCC主要导体材料的基本特性比较。
LTCC 封装用生瓷带主要有玻璃陶瓷系(微晶玻璃)和玻璃 + 陶瓷系两类。玻璃陶瓷系在基板烧结时析出低介电常数低损耗微晶相,适合制作高频组件或模块用基板,如 Ferro A6M。玻璃 + 陶瓷系以玻璃作为低温烧结助剂,陶瓷作为主晶相,改善基板力学和热性能,如 DuPont 951,其介电常数和介电损耗一般比微晶玻璃要大,主要用于中低频电路基板。对传输线路来说,低介电常数有利于信号的高速传输(信号的传输延迟时间正比于介电常数的方根)。但材料介质中的电磁波波长为真空中波长的 1/ ε r ■ 倍,所以更高的介电常数意味着更小的波长,也意味着使用高介电常数可以使微波器件的尺寸做得更小。
国际上,商用 LTCC 材料以美国 DuPont 公司和Ferro 公司为主,它们生产的 LTCC 材料品种齐全,包括生瓷带、通孔浆料、导体(布线)浆料、电阻浆料和介质浆料等全系列 LTCC 材料,既有金系列,也有银系列和金银混合系列。LTCC 生瓷带厂家还有美国 ESL、德国 Heraeus、日本 Kyocera、Murata 等。LTCC 封装基板材料特性除与 LTCC 生瓷带和配套浆料有直接关系外,与基板制作的工艺过程也有一定关系。根据DuPont公司、Ferro 公司和 Heraeus 公司等商家提供的产品性能指标信息,部分国外 LTCC 材料基本性能见表 2。
2.2 LTCC 封装金属材料
LTCC 封装金属材料主要根据金属封装材料特性进行选择,需要综合考虑金属材料的热导率、热膨胀系数、密度、可焊性、工艺成熟性等。含镍 29%、钴 18%的 Fe-Ni-Co 系合金称为可伐(Kovar)合金,其热膨胀系数较小,与常用 LTCC 基片热膨胀系数相匹配,具有较好的加工性,成本较低,是一种较常用的金属管壳材料;但其热导率不高,这也限制了它作为金属管壳封装的应用范围。CuW 和 CuMo 合金则结合了 W、Mo 和 Cu 的许多优异特性,从而具有良好的导热导电性、耐电弧侵蚀性、抗熔焊性和耐高温、抗氧化性等特点,并且热膨胀系数可在一定范围内选择,主要应用于大规模集成电路和大功率微波器件中,作为热控板、散热元件(热沉材料)和引线框架使用;但因CuW 和 CuMo 密度较大等原因,使用范围受限,不适于在便携式电子产品和航空航天装备中应用,在要求电子设备轻量化的 LTCC 封装中应用越来越少。铝硅合金材料具有质量轻、热膨胀系数较低、热传导性能良好、强度和刚度高等优点,且与金、银、镍可镀,硅与铝润湿良好,具有易于精密机加工、无毒、成本低廉等优越性能,受到国内外学者的广泛关注,成为具有广阔应用前景的电子封装材料之一。Al/SiC 具有高热导率、低膨胀系数、高强度、低密度、良好的导电性等特点,正被越来越多的学者所关注,Al/SiC 作为基板或热沉材料在国内封装领域已得到批量应用。表 3 为常用封装金属材料基本特性表。

2.3 LTCC 封装焊接材料
LTCC 封装焊接材料主要作为连接材料,用于LTCC 基板与金属底板、金属围框、引脚的焊接,基板上元器件组装、焊球连接及基板垂直互连等。LTCC 封装用焊接材料熔点一般低于 450 ℃,属于软钎料。
LTCC 封装在生产过程中,需进行金属与陶瓷焊接、元器件组装、焊球阵列制作、垂直互连等工序,这些组装和封装过程常常是通过多步焊接完成的。为了使后道工序不影响前道工序焊接结果(元件回熔和移位),不同工序所用焊料的熔点往往要有一定的温度差,形成温度梯度。
LTCC 封装所用焊料分为有铅焊料和无铅焊料。有铅焊料主要是铅锡焊料,其工艺成熟,常用的Sn63Pb37 焊料焊点可靠性、光泽度及一些机械性能优于无铅焊料。无铅焊料主要指金系焊料和锡银系焊料。虽然无铅焊料工艺、物理等某些特性不如铅锡焊料,但无铅焊料在某些方面也表现出良好的特性,如锡银铜焊料具有铅锡焊料 1.5~2.0 倍的抗张强度和优秀的抗热疲劳性能,金锡焊料具有比铅锡焊料高得多的抗拉强度和优异的抗氧化性。无铅化也是电子材料的一个发展方向。
根据常用焊料使用温度的不同,焊料大致分为高温焊料、中温焊料和低温焊料。通常把熔点不小于250 ℃的焊料看作高温焊料,熔点为 200~250 ℃的焊料为中温焊料,熔点不大于 200 ℃的焊料看作低温焊料,这仅是一个简单的分类。实际上高温焊料也有多种,有的熔点低至二百多摄氏度,有的熔点高到近四百摄氏度;低温焊料也有熔点约 120 ℃、140 ℃、180 ℃等不同种类。LTCC 封装焊接材料有焊膏和焊片,焊膏更适合微小元器件和焊球等多点位置的焊接,焊片常用于围框、基板等面积相对较大的焊件和精确尺寸(焊料逸出少)焊件的焊接。Au80Sn20、Au88Ge12 等焊料需在氮气保护或真空气氛下焊接,其成本较高,主要用于金属与 LTCC 基板气密性焊接;铅锡焊料、锡银系焊料等可在空气气氛中焊接,主要用于元器件焊接和垂直互连等。广州先艺电子科技有限公司是一家先进封装连接材料的国家高新技术企业,研发和生产的许多焊料可用于 LTCC 封装,表 4 为该公司部分焊片材料的物理性能。
3 LTCC 封装技术研究现状
3.1 LTCC 金属外壳封装
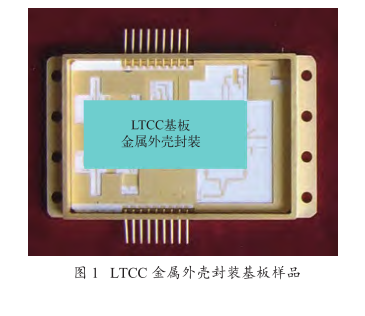
LTCC 金属外壳封装与传统厚膜多层氧化铝基板金属外壳封装相似,是将 LTCC 基板焊接或粘接在金属外壳内部底面上,通过金属外壳上镶嵌的绝缘子或连接器实现外壳内外电连接的一种封装,通常用于高可靠性的电子产品或定制的有特殊性能要求的军事或航空航天产品中。金属外壳可单面开腔焊接 LTCC基板,也可双面开腔焊接 LTCC 基板。LTCC 基板上组装元器件后可对金属外壳进行平行缝焊或激光焊接封盖。LTCC 金属外壳封装的优点是气密性好、通用性强,工艺相对成熟,是不同 LTCC 封装形式中应用较多的一种。
LTCC 金属外壳封装需选择热性能和密度适当的金属外壳、焊料和焊接方式。目前,LTCC 基板常用的金 属 外 壳 材 料 有 Al/Si、 钛 合 金 等 ,Au80Sn20、Pb90Sn10 焊片或焊膏在高温焊接时使用,Sn96.5Ag3.5焊片或焊膏在中温焊接时使用,Sn96.5Ag3.0Cu0.5、Pb63Sn35Ag2 焊片或焊膏在低温焊接时使用。
为避免基板与金属外壳底板焊接后存在热膨胀系数差异而引起基板开裂和焊接面变形等问题,所选择的金属管壳的热膨胀系数与 LTCC 基板的热膨胀系数应尽可能接近。从表 3 可见,CuW 和 CuMo 的热膨胀系数与现在常用的 DuPont 951 和 Ferro A6M 等LTCC 基板的热膨胀系数相近,其热导率也较高,但由于 CuW 和 CuMo 密度较大,故很少用于 LTCC 金属外壳封装。
铝硅材料因具有密度较小、热导率较高、热膨胀系数可在一定范围调节且加工性能好等优点,在气密性金属封装外壳中受到重视。LTCC 基板与铝硅封装外壳的结合则较好地实现了“强强联合”。秦超对Al-50% Si 封装壳体与 LTCC 基板进行了钎焊试验(所选 LTCC 基板的热膨胀系数为 7.2×10 -6 /℃),在壳体与基板尺寸达到 71 mm×60 mm 时,尚未发现 LTCC 基板出现裂纹,电路通断检测网络完好,基板电路没有发生破坏,但壳体底面变形较大。笔者采用 Al-40% Si封装壳体与 LTCC 基板进行焊接,未发现 LTCC 基板出现裂纹和壳体底面变形问题,气密性漏气速率小于1×10 -3 Pa·cm 3 /s,应用频率为 X~Ka 频段。图 1 所示为笔者单位某 LTCC 金属外壳封装基板样品。
在用焊膏或需加助焊剂的焊片进行 LTCC 基板与金属底板的焊接时,由于焊膏和助焊剂含有有机物,加热焊接时有机物会挥发掉,因此基板与金属底板焊接后常常存在许多空洞,有时单个最大空洞面积大于焊接面积的 10%,总空洞面积大于 30%,导致封装产品质量不符合要求。王青等对 LTCC 与铝硅管壳的金锡焊接空洞率进行研究,通过优化焊接温度、焊接压力、焊片厚度、升降温速率等,使 LTCC 封装产品获得较低的空洞率和良好的金锡焊接面,通过了恒定加速度、随机振动和机械冲击等相关 GJB 考核。对于 LTCC 基板与金属底板的大面积焊膏焊接,通过在基板厚膜金属化层上制作阻焊网格线,使之成为焊接时挥发气体的逸出通道,可使 LTCC 基板大面积焊接后的空洞率下降,最大空洞面积大大减小。
3.2 LTCC 针栅阵列封装
LTCC 针栅阵列(Pin Grid Array, PGA)封装是在LTCC 基板表面焊接金属围框作为封装框体、底面焊接金属 PGA 作为 I/O 端的一种封装,LTCC PGA 封装示意图如图 2 所示。将 LTCC 电路基板作为封装载体,在基板上直接引出封装的 I/O 端子,使基板与围框和盖板成为一个整体的封装也称为 LTCC(/ 金属)一体化封装。在 LTCC 基板上焊接围框后再组装元器件,即可通过平行缝焊等封上盖板实现气密性封装。
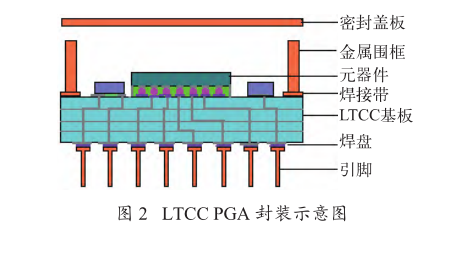
PGA 封装具有比周边引出的金属外壳封装更多的 I/O 引脚数以及更低的引线电感、电容和信号噪声。LTCC PGA 引脚中心距离(节距)有 2.54 mm 和1.27 mm 等,常用 2.54 mm。为了保证 LTCC 基板上元器件的顺利焊接组装,LTCC 基板与金属围框和引脚插针通常采用 Au80Sn20、Au88Ge12 等金系焊料或高温铅锡焊料同时焊接,基板上的元器件可采用中温或低温焊料焊接。LTCC PGA 封装制作时,金属围框和引脚插针一般采用热膨胀系数与 DuPont 951 和 FerroA6M 基板比较匹配而成本又不很高的 Kovar 材料(表面电镀镍金)。
何中伟等在国内较早采用 AuSnCuAg 焊膏在20 层 DuPont 951 LTCC 基板上焊接金属围框和引脚实现 LTCC PGA 封装,PGA 阵列节距为 2.54 mm×2.54 mm,引线区的引脚端子与面积比为 15.5 个 /cm 2 ,引线疲劳和拉力均合格,密封漏率不大于 5.8×10 -3 Pa·cm 3 /s,主要性能指标基本达到国军标要求。周冬莲等采用 Au88Ge12 焊料作为 PGA 的引线焊接材料,通过真空共晶焊的方法制作 LTCC PGA,引脚节距为 2.54 mm,测试了 2 只样品中的所有引脚(共 128根直径为 0.45mm的引脚),引脚的拉力均大于41.28N。
3.3 LTCC 焊球阵列封装
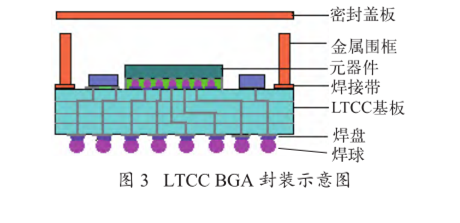
LTCC 焊球阵列(Ball Grid Array, BGA) 封装是LTCC 基板表面焊接金属围框作为封装框体、底面焊接焊球作为 I/O 端的一种封装,LTCC BGA 封装示意图如图 3 所示。LTCC BGA 气密性封装也属于 LTCC一体化封装。
BGA 封装是一种更高效率的封装,具有比周边引出的金属外壳封装更多的 I/O 引脚数。PGA 封装的引脚节距难以比 1.27 mm 更小,而 BGA 焊球节距可以更小,I/O 引脚密度将比 PGA 封装更高。LTCC BGA封装引脚很短,垂直连接的电流路径也很短,BGA 封装具有比其他引线连接低得多的引脚电感;BGA 焊球呈面阵分布,有利于基板散热。
LTCCBGA 封装焊球节距一般有 1.5mm、1.27mm、1.0 mm、0.8 mm、0.6 mm 等;常用焊球直径有 0.89 mm、0.76 mm、0.6 mm、0.5 mm、0.4 mm、0.3 mm 等;焊球亦有高温、中温和低温不同熔点;材料以铅锡、锡银类为主,也有塑料芯焊球(Plastic-Core Solder Balls)。进行 BGA 封装的 LTCC 基板表面需预先成膜以适合金锡或铅锡等焊接。
LTCC 封装所用金属围框一般采用电镀镍金的Kovar 材料。LTCC 基板与金属围框、焊球和元器件的焊接需有一定的温度梯度。高可靠 LTCC BGA 封装一般采用金系高温焊料(如 Au80Sn20、Au88Ge12)进行 LTCC 基板与金属围框的焊接,然后根据元器件组装焊接工艺顺序的不同选择不同熔点的铅锡焊球进行植球。若先组装元器件,则元器件用中温焊膏(如Sn96.5Ag3.0Cu0.5、Sn96.5Ag3.5)焊接组装,最后植球则选择低熔点焊球(如 Sn63Pb37、Sn62Pb36Ag2);若先做 LTCC BGA 封装外壳以便提供给用户组装,则采用高温焊球(如 Pb92.5Sn5Ag2.5)植球,元器件可用中温焊膏或低温焊膏焊接组装。BGA 植球时可采用与焊球熔点温度相同或更低的焊膏,也可采用助焊剂实现LTCC 基板与焊球的焊接,焊球的剪切强度需要达到一定要求。
展丙章等采用金锗焊料焊接 LTCC 基板与Kovar 金属围框,选用了温度较低的铅锡焊料进行芯片倒装焊,用低温固化导电环氧料粘接芯片,用含铟的低温焊料进行背面植球,焊球节距为 2.54 mm、直径为 1.5 mm,满足漏率不大于 1×10 -3 Pa·cm 3 /s 的封装要求。
吴建利等用 Au88Ge12 焊接金属围框、底面植上 Pb92.5Sn5Ag2.5 高温焊球,通过选择合适的焊片厚度、焊接压力、焊接面处理方式、焊接设备和气氛、焊接曲线等,实现了 LTCC 基板与 Kovar 围框的气密性焊接,产品封盖前漏率不大于 1×10 -3 Pa·cm 3 /s。
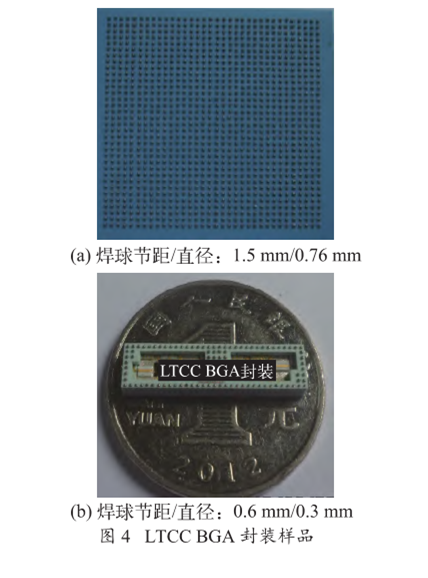
笔者采用 Sn63Pb37 焊球在 LTCC 基板上制作了节距为 1.5 mm、焊球直径为 0.76 mm 的 1156(34×34)个焊球的 BGA 样品,LTCC BGA 封装样品见图 4(a),稳定性烘烤(150 ℃,1000 h)和温度循环(-65~150 ℃,20 次)试验后焊球剪切强度大于 9.8 N(GJB7677-2012《球栅阵列试验方法》中推荐最小值为7.0 N)。在带空腔的 LTCC T/R 模块表面笔者制作了节距为 0.6 mm、焊球直径为 0.3 mm(相当于焊球密度277 个 /cm 2 )的系列焊球的非气密性 BGA 封装模块,LTCC BGA 封装样品见图 4(b),焊球剪切强度大于 2 N(GJB7677-2012中推荐最小值为 1.4 N)。非气密性 LTCC BGA 封装模块组装于载板后可根据需要进行下一级的气密性封装。
3.4 LTCC 穿墙无引脚封装
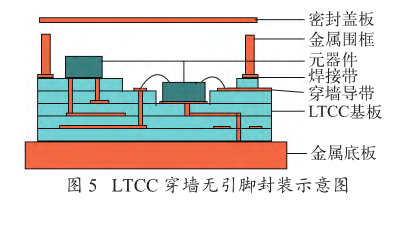
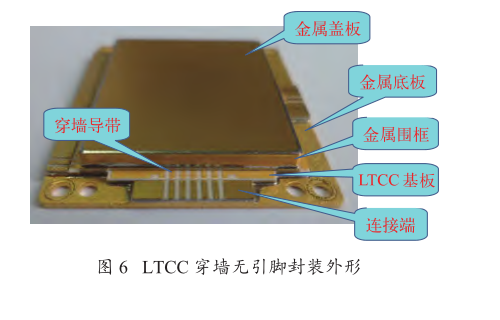
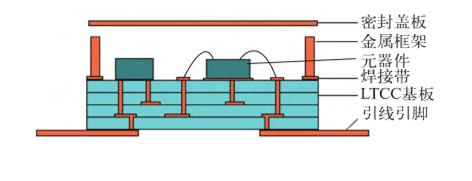
LTCC 穿墙无引脚封装是 LTCC 基板表面焊接金属围框作为封装框体、I/O 端头为从 LTCC 基板内部引出到围框外侧的金属化导带的一种封装形式,LTCC 穿墙无引脚封装示意图见图 5。穿墙是金属化导带从框内穿过金属围框下部的瓷体而出现在围框外部,该导带与 LTCC 基板共烧而成。通过穿墙导带,可以将组件的引出线从密封的腔体内部引出来。
LTCC 穿墙无引脚封装也是一种 LTCC 一体化封装。LTCC 穿墙无引脚封装一般带有金属底板。金属底板可以作为热沉增加基板散热、提高封装体机械强度以及便于安装,还可以提高封装体的气密性;也可以不带金属底板,基板底面提供可焊接的金属化膜层,用于与载板焊接。
LTCC 基板和导体浆料均含有较多溶剂和粘结剂等有机物,排胶烧结时,这些有机物必须释放出去,因此穿墙部位的基板与导体界面结合处更有可能存在微小排气通道。这种具有穿墙结构的 I/O 端头的设计和工艺不仅影响 T/R 组件的信号传输,也影响LTCC基板的气密性。大面积的地层穿墙结构严重影响LTCC 一体化封装外壳的气密性。
针对 LTCC 穿墙无引脚封装气密性这一问题,吕洋等采用地层的特殊结构设计,通过减少穿墙结构中导体材料与生瓷的接触面积,将穿墙部分的大面积地层设计成多处露瓷的漏空结构,使得上下两层之间更多生瓷带直接连接,在共烧时这些空白区域烧成致密的陶瓷,这样不仅减少了气体泄漏通道,同时保证了接地的连续性。考虑到穿墙微带传输 I/O 信号的作用,穿墙微带线仍保持完整形状;另外研究发现热压工艺参数和所用穿墙金属浆料种类对 LTCC 穿墙无引脚封装的气密性也有一定影响,通过调整内层穿墙导体布线设计,优化热压参数和导体浆料品种,实现了LTCC 穿墙无引脚封装产品漏率低于 1×10 -3 Pa·cm 3 /s。这种穿墙无引脚封装 LTCC 基板与金属围框和底板的焊接一般采用 Au80Sn20 或 Au88Ge12 等高温焊料进行,可以留下足够的温度区间进行内部元器件的焊接和组装。张生春等介绍了一种基于 LTCC 工艺的微带-带状线-微带过渡传输电路,可用于有气密性要求的微波信号穿墙传输的 LTCC 封装。通过采用信号线和带状线地同时渐变过渡,达到了良好的场匹配,可在微波毫米波模块或组件中广泛应用。图 6 所示为笔者单位某 LTCC 穿墙无引脚封装样品。
3.5 LTCC QFP 封装
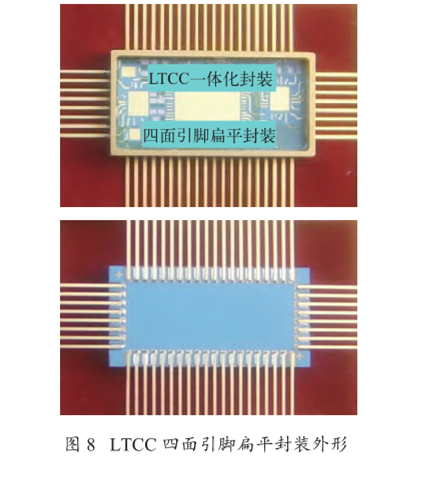
LTCC 四面引脚扁平封装(Quad Flat Package,QFP)是 LTCC 基板表面焊接金属围框作为封装框体、基板底面边缘焊接引线作为 I/O 端的一种封装,LTCC四面引脚扁平封装见图 7。LTCC QFP 封装也属于LTCC 一体化封装。
LTCC 基板与金属围框和底面引线一般采用Au80Sn20 或 Au88Ge12 等高温焊料进行焊接。引线焊接时为互相连在一起的引线框架,通过模具将引线框架、焊片、基板、围框等组合在一起进行焊接,引线焊接后或组装元器件后再切去引线边框。引线节距一般为2.54 mm,也可根据需要选择其他节距引线。LTCC 四面引脚扁平封装没有焊接底板,LTCC 基板致密性对整体封装气密性有一定影响。对于这种基板底面外露的封装要尽量避免直通孔,推荐采用交错通孔,内层大面积布线金属避免外露,接地层和导带离边缘距离在 0.3 mm 以上;基板空腔处最小厚度不小于0.4 mm,且尽量避免空腔下有通到正下方底面上的通孔。图 8 为笔者单位采用 Au80Sn20 焊片焊接 Kovar围框和引线的 LTCC 四面引脚扁平封装样品图,封装体气密性漏率低于 1×10 -2 Pa·cm 3 /s。
3.6 LTCC LCC 封装
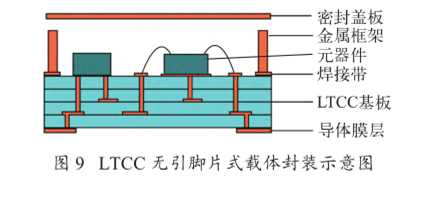
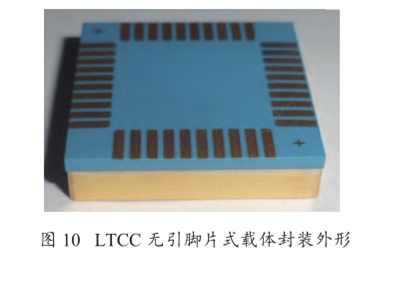
LTCC 无引脚片式载体(Leadless ChipCarrier, LCC)封装是 LTCC 基板表面焊接金属围框作为封装框体、I/O 端头为从 LTCC 基板内部引出到基板底部的导体膜层的一种封装形式,LTCC 无引脚片式载体封装示意图见图 9。LTCC LCC 气密性封装也是 LTCC一体化封装。
基板底部的导体膜层可以是用于焊接的焊盘,也可以是用于触点接触的非焊接导体。基板底面多个导体膜层形成阵列排布,也称栅格阵列或平面网格阵列(Land Grid Array, LGA),LGA 也能够以比较小的封装容纳更多的 I/O 引脚。由于 LCC 封装没有焊球,可使电感进一步减小,多应用于高速数字电路。用于焊接的底面导体膜层必须可焊性好,耐焊性较强。LTCC 基板与金属围框通常采用 Au80Sn20、Au88Ge12 等金系焊料或高温铅锡焊料焊接。
为提高 LTCC LCC 封装气密性,基板底面外露的封装要尽量避免直通孔,内层大面积布线金属避免外露;基板厚度最好不小于 0.8 mm。笔者采用 10 层生瓷片制作 LTCC 基板厚约 1 mm、尺寸为 15 mm×15 mm的 LTCC LCC 样品,气密性漏率低于 1×10 -2 Pa·cm 3 /s,样品见图 10。赵军立 [38] 等在 DuPont951 基板上后烧5081/5082 铂银导体,采用金锡焊片并用真空炉充甲酸的方式焊接基板与 Kovar 围框,实现了 LTCC LCC 封装,气密性漏率低于 5.0×10 -3 Pa·cm 3 /s。通过选择合适的基板表面状态和焊接工艺条件,可以提高 LTCCLCC 封装气密性。
何中伟等采用 18 层生瓷制作厚 1.8 mm(空腔处底板厚 1.1 mm)、尺寸为 14.10 mm×11.43 mm 的LTCC 基板,然后在基板上焊接高度为 1 mm 的框架和熔焊厚度为 0.2 mm 的盖板,所做 LTCC 一体化LCC 封装产品达到抗 25000 g/0.1 ms、9591 g/4.5 ms 机械冲击应力的耐高过载水平。李杰等通过在LTCC基板底面引出焊盘对应的侧壁部位增加辅助焊盘,可以增强 LTCC LCC 组件的焊接强度,获得更好的抗冲击性能,提高 LTCC LCC 产品的可靠性。
3.7 LTCC 3D-MCM 封装
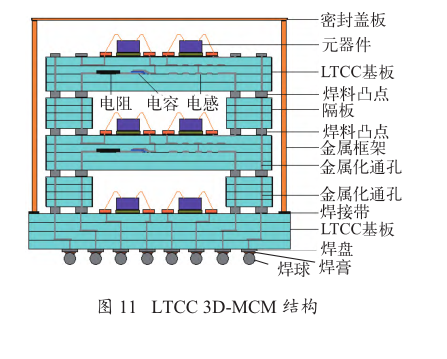
LTCC 三维 多芯 片模 块(Three-Dimensional Multichip Module, 3D-MCM)封装是将多块(不少于 2块)二维板级 LTCC 模块(2D-MCM)垂直叠装并实现电连 接和 机械 连接 所形 成组 件的 封装 ,LTCC 3D-MCM 结构见图 11。采用垂直互连制作的 LTCC3D-MCM 不仅模块所占投影表面积和体积缩小,重量减轻,而且由于垂直互连线缩短,互连线阻值、寄生电容和电感减小,信号延迟缩短,噪声和损耗将下降,可以进一步提高信号传输速度。LTCC 3D-MCM 设计时可将系统结构分成几个功能部分,采用 LTCC 技术分别将几个功能部分制作成二维电路模块,然后通过隔板将这几个二维模块垂直叠装成一个整体。叠装中隔板用于保证基板上所组装的元器件不被叠层压迫,同时具有上下模块间电连接和机械连接的作用。LTCC 3D-MCM 封装可以是气密性封装,独立形成多功能模块或子系统;也可以是非气密性封装,构成3D-MCM 后再组装到系统(或子系统)载板上,成为载板上的一部分。
3D-MCM 连接上下层间的垂直互连方式有毛纽扣连接、焊料凸点连接、金属引线连接、激光直写和刻蚀连接等。激光直写和刻蚀连接主要应用于已固化为一体的 3D-MCM 表面的连接。金属引线比较适用于 PCB 或陶瓷厚膜电路的连接。对于 LTCC3D-MCM,主要采用毛纽扣与焊料凸点进行垂直互连。只要采用的垂直互连方式加上随后的封装能够满足模块性能指标和可靠性要求,该互连方式就可行。
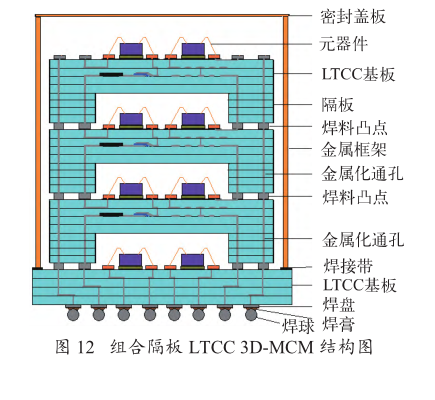
LTCC 3D-MCM 中,隔板材料通常选择与 LTCC基板相同的材料,制作方式也与多层基板相同。隔板可独立制作,也可与基板结合制作在一起,形成大空腔结构,图 12 为隔板与基板结合组成的 LTCC3D-MCM 结构示意图。隔板厚度根据基板上所组装的元器件的最大高度决定。当元器件不高时,采用适当直径的焊球作为焊料凸点,隔板可以做得很薄,甚至不需要隔板(如仅有芯片等薄元件时);当组装有较高的元件时(如线绕电感和变压器),隔板较厚,这时采用隔板与基板结合的方式增加了工艺复杂性,也容易因成品率问题造成材料损耗增大,因此最好采用独立的隔板互连(或多块隔板互连)方式。文献[55]提到一种用转接板作为 3D 模块之间隔板的互连方式。
毛纽扣是一种由细金属线编织而成的圆柱体,一般为铜线,表面镀金。毛纽扣具有一定的伸缩弹性(约有 20%压缩比),使用时将其装入支撑介质中,与上下层基板压紧固定,依靠机械弹性压合实现功能模块之间或功能模块与系统基板的垂直互连,能够提供良好的直流和微波连接,使模块体积和表面积大大减小,重量减轻。毛纽扣有不需要焊接的优点,易于重复拆卸和维护。司建文等设计了同轴型和三线型两种毛纽扣微波垂直互连结构,采用直径为 0.5 mm、高度为 3 mm 的毛纽扣对 Ferro 公司介电常数为 5.9 的瓷带做的 LTCC 基板实现垂直互连,结果显示毛纽扣垂直互连模型在 X 波段具有良好的微波特性。王飞等采用毛纽扣实现了接收 LTCC 基板和发射 LTCC 基板(包括发射通道、接收通道和封装接口等各种功能单元)的垂直互连,用新型铝硅合金材料实现了 LTCC垂直互连微波模块的一体化封装,一体化封装漏率不大于 1×10 -2 Pa·cm 3 /s。互连点之间通过毛纽扣实现良好、可靠的电信号传输,因此对毛纽扣各组成部分的尺寸设计、加工精度和安装对位误差等提出了较高要求;用毛纽扣实现垂直互连需要绝缘套和金属框架支撑,这也给组装带来一定的复杂性,对模块小型化有一定影响。
采用焊球作为焊料凸点进行垂直互连是一种比较容易实现的工艺,但正式垂直互连前必须进行充分试验,优化焊接参数,确保一次互连成功。3D 垂直互连前需对各单元模块进行测试和调试,确保所叠层的 2D模块指标合格;隔板通断应保证完好,基板与隔板上焊球凸点应稳定可靠;垂直互连时尽量选用焊膏(熔点低于焊接元器件的焊膏熔点)作为焊球与焊盘的互连料并适当压实,以提高互连的可靠性。采用焊料垂直互连的产品不便拆卸和维护,焊料垂直互连只适合成熟模块产品或不需调试 3D-MCM 内部元器件的产品,焊接后结构稳定,不易变形。
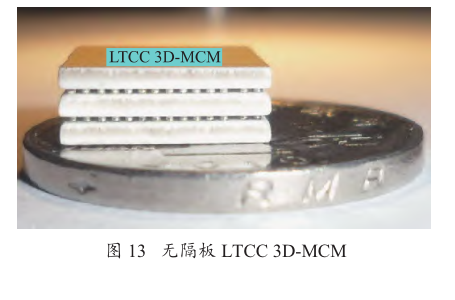
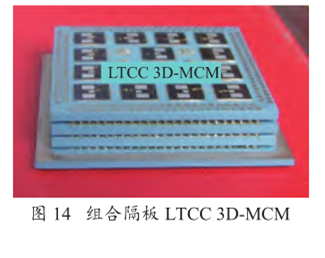
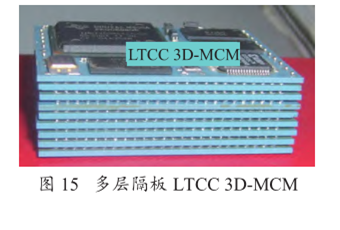
图 13~15 分别为笔者研制的无隔板、组合隔板和多块隔板三种不同结构的 LTCC 3D-MCM 产品。图 13为 3 块表面贴装芯片的 LTCC 基板层叠而成的某 T/RLTCC 3D-MCM,基板表面成型有浅空腔用于组装芯片等薄小元件,基板尺寸为 14 mm×11 mm,采用节距为 0.8 mm、直径为 0.4 mm 的焊球阵列实现垂直互连,模块底面采用无引脚的焊盘作为 I/O 端头。图 14 为 1块 LTCC MCM 底板和 3 块带有组合隔板的2D-MCM通过焊球阵列实现 4 块 2D-MCM 垂直互连。LTCC 基板中埋置有电阻、电容(1~2240 pF) 和电感(4~240 nH),底部基板尺寸为 46 mm×46 mm,采用节距为1.5 mm、直径为 0.76 mm 的周边焊球阵列实现垂直互连。因 3D-MCM 垂直互连时热容量较大,分布面较宽的焊料凸点在焊接时温差要尽可能小,以便提高焊接质量,因此,与 2D-MCM 一体化封装不同,该3D-MCM的金属围框不是先焊接在底板上,而是在 4 块2D-MCM 垂直互连后再焊接到底板上。封装盖板后该LTCC 3D-MCM 尺寸为 46 mm×46 mm×13 mm,组装密度(即所组装元器件面积之和 / 模块投影面积)大于110%,采用 BGA 引出形式;模块经过高温贮存(150 ℃,1000h)、温度循环(-65~150℃,20 次)、机械冲击(500g)环境试验后,气密性漏率小于 1.0×10 -2 Pa·cm 3 /s。图 15为某高压缩比音视频非气密性 LTCC 3D-MCM,该模块电路由 DSP、AV 和电源 3 块 LTCC 基板制作,基板布线最小线宽 / 线间距为 100 μm/100 μm、通孔直径为 100 μm。电路 DSP 和 AV 两块基板正反两面均组装有元器件,芯片均为塑封芯片,电源基板底面为BGA 引出。该音视频电路中有高度较大的电感、电容、晶振等元器件,为了防止相邻叠层基板元器件受压,基板之间采用焊球加隔板的形式实现支撑,使用了 6块隔板,采用节距为 1.5 mm、直径为 0.76 mm 的焊球阵列实现了 9 块基板和隔板的高层数垂直互连,垂直互连点数达到 1312 个。层数增加,焊球占比增大,用焊球替代部分隔板,不仅节约了材料,而且有利于内部散热。采用三维结构后,功能指标均达到要求,现在的体积不到原体积的四分之一,大大缩小了该电路的表面积和体积,提高了元器件组装密度。
LTCC 3D-MCM 封装中的隔板通常采用完整生瓷片挖去中间空白处形成,隔板除四边保留外,大部分区域被挖掉,因此,对于尺寸较大的隔板来说,采用挖空腔方式制作隔板生瓷带利用率较低,而且过大的长宽比和烧结收缩使得实际制造出来的隔板很容易产生翘曲、变形、尺寸误差等工艺控制问题。文献提到了一种用于三维 MCM 的隔板及其制作方法,通过制作单边隔板再拼接形成适用于三维 MCM 的整体隔板,不仅节省了材料,而且单边隔板制作简单,可避免挖空型隔板翘曲、变形等问题,操作方便,工艺灵活。
4 LTCC 封装技术发展趋势
随着数字化、信息化和网络化时代的到来,电子封装对小型化、集成化、多功能化、高速高频、高性能、高可靠、低成本等提出了更高的要求。LTCC 封装产品在小型化、集成化、高速高频、高性能等方面具有明显特色,未来将继续发展以保持技术优势。但常规LTCC 封装产品在热匹配、散热、成本等方面还存在不足,影响到 LTCC 封装产品的发展和在更广泛领域的应用。解决 LTCC 封装产品在某些应用需求中的关键问题成为亟需进一步研究攻关的技术问题。LTCC 封装产品某些特性的不足更多体现在 LTCC 基板材料品种的不足。有些特殊 LTCC 材料国外已有产品,如京瓷 GL771 高热膨胀系列具有特殊性能的 LTCC 封装产品,但这些特殊 LTCC 材料主要是自用,并不对我国出售。因此,我国要发展这类具有特殊性能的LTCC 封装产品,还必须加强研发这类具有特殊性能的 LTCC 材料,才能从根本上解决问题。
4.1 高热膨胀系数 LTCC 封装
印制电路板(PCB)是电子设备常用的集成母版。受元器件封装尺度的影响和 PCB 加工工艺的限制,PCB 上的集成密度多年来变化不大,因此要提升电子系统的集成密度,封装内部的集成有着广阔的空间和灵活的实现方法。LTCC 封装具有高密度布线和多芯片组装等提高集成密度的方式,但作为常用系统母版材料的 PCB 其热膨胀系数为 11×10 -6 /℃~17×10 -6 /℃,现有常见的 LTCC 基板材料热膨胀系数一般为 6×10 -6 /℃~7×10 -6 /℃,与 PCB 差别较大。当 LTCC 模块尺寸不大或采用高引线引脚时,模块与PCB 互连点所受热应力影响可能不大。但当 LTCC 模块尺寸较大,又采用无引线端头或低引线端头时,基板与 PCB 的热膨胀系数相差较大,温度变化时将导致较大的热应力,组装的模块将很容易出现互连点断开、基板开裂和翘曲等隐患。因此,采用高热膨胀系数的 LTCC 基板,选择合适的互连材料和适当的工艺进行封装是提高应用于 PCB 母版上 LTCC 封装模块可靠性的重要手段。另外,采用高热膨胀系数的 LTCC 基板后,金属围框就可采用密度更小、热导率更高的 AlSi 等材料,有利于金属材料的选择和模块散热。高热膨胀系数 LTCC封装对于 LTCC 在高速、超大规模电路领域及与 PCB母版配套等方面的应用具有重要推动作用。
4.2 高导热 LTCC 封装
电子设备向小型化、多功能、大功率等方面发展,将使设备中模块的组装密度和功率密度进一步提高,因此,封装模块的有效散热是保证设备可靠性的一个重要因素。常用LTCC基板的热导率是2.0~4.0W·m -1 ·K -1 ,虽然比环氧树脂基板的热导率(~0.2 W·m -1 ·K -1 )高,但相比 HTCC 基板的热导率低很多。当封装模块功率密度较大时,LTCC 封装便面临散热问题。目前 LTCC 基板采用的散热方式主要是在功率元器件下方的基板中制作高热导率的金属化直通孔阵列;或在基板上开直通空腔,将功率元器件直接组装到散热板上。基板上开直通空腔这种散热方式主要适合于 LTCC 金属外壳封装、穿墙无引脚封装或可局部焊接金属底板的封装,对封装气密性影响相对较小。对于不带金属底板的 LTCC 封装,金属化直通孔对气密性有一定影响。在 LTCC 基板中制作微流道也可增强模块散热,但增加了系统的复杂性和体积。因此需要从散热、可靠性、成本和复杂性等方面综合考虑,来提高 LTCC封装的散热能力。若能开发出更高热导率的 LTCC 基板材料,则是解决高导热 LTCC 封装的最佳方案,但目前尚无商业化高热导率的 LTCC 基板材料。因此,不论是通过基板材料还是导热材料、微流道等工艺方法提高 LTCC 封装的散热能力,实现高导热 LTCC 封装将使 LTCC 模块在更多领域发挥更大的作用。
4.3 低成本 LTCC 封装
目前 LTCC 封装产品已在航空、航天、通信、雷达等领域得到重要应用,但现阶段高端 LTCC 产品仍以进口 LTCC 材料为主,相关配套的浆料体系主要是以Au、Ag 及 Pt、Pd 等复合材料为主的贵金属材料体系,成本较高,显然,这与电子信息产品的低成本发展趋势不符,影响了 LTCC 封装产品的推广应用,因此,需要开发国产化 LTCC 生瓷带及低成本配套导体浆料。
采用表面镀 NiAu 的纯 Ag 体系 LTCC 基板大幅度减少了 Au 的用量,可明显降低 LTCC 材料成本,但目前纯 Ag 体系 LTCC 材料使用还不是很成熟,工艺稳定性不够,需要电镀或化学镀 NiAu,因此需要进一步提高纯 Ag 体系 LTCC 基板的成品率和稳定性,降低纯Ag 体系 LTCC 封装的成本。Cu 导体不仅价格便宜,而且导电、导热、焊接等性能优异,通过开发高可靠、低成本的可用 Cu 导体布线的 LTCC 材料,能有效降低LTCC 封装的成本。目前国内已有清华大学、中国电子科技集团公司第十三、四十三研究所等单位开展了 Cu导体布线的 LTCC 材料的研究,相信“十四五”期间将取得关键技术突破。另外,采用更高性价比的金属围框和更低成本的焊料焊接等也能适当降低 LTCC 封装成本。通过降低 LTCC 封装成本,可扩大 LTCC 产品应用市场,促进我国LTCC技术和应用的进一步发展。
4.4 系统级 LTCC 封装
系统级封装(SiP)是指将多个芯片和元器件集成于一个封装内,实现某个基本功能完整的系统或子系统。系统级封装力求较高的组装密度和功能密度,并能缩短交货周期。目前 LTCC 封装通常作为一个模块组装在系统中,实现系统的某些功能。随着 LTCC基板新材料(如高强度、高导热、低成本等材料)的开发成功和先进封装、组装工艺成熟度的提高,LTCC 封装将集成更多和更复杂的元器件,充分发挥 LTCC 小型化、集成化、高速高频等优势,实现系统级 LTCC 封装。
目前以 TSV 为核心的 2.5D/3D 集成技术已被认为是未来高密度封装领域的主导技术,是把硅基转接板作为大规模芯片与封装之间的桥梁。若系统中用到较多高密度集成 2.5D 转接板,则可运用 LTCC/ 薄膜混合多层布线技术,在 LTCC 基板上制作信号再分布(RDL)层,通过 LTCC/ 薄膜混合技术替代 RDL线宽 / 线间距相近的无源转接板,进行多种芯片和元器件的表面异构集成。这种结合薄膜精密布线技术的LTCC 封装不仅减少了 2.5D 转接板的制作和组装工艺,提高了模块可靠性,而且整体设计走线更短,结构紧凑,不存在衬底损耗,降低了信号延迟,集成度更高,更适合高速高频应用。
3D-MCM 是系统减少模块表面积和体积的有效手段。随着微系统、5G 通信、物联网、人工智能、高性能计算等应用的发展,系统中可能将应用到具有不同介电常数、不同热导率或不同机械强度等性能特征的多层陶瓷基板的模块。因此,充分发挥 LTCC 基板的布线和集成功能,与同质 LTCC 3D-MCM 类似,对异质多 层 基 板 进 行 三 维 垂 直 互 连 , 形 成 异 质 异 构3D-MCM,实现功能强大的系统级 LTCC 封装,这将是电子系统小型化、高性能和多功能化的一个重要方向,也是封装层面超越摩尔定律和提高封装功能密度的有效途径。
5 结论
LTCC 基板可进行不同形式的封装。选择热膨胀系数与 LTCC 基板相近和密度适当的金属外壳与LTCC 基板焊接可实现 LTCC 金属外壳封装,LTCC金属外壳封装气密性好、通用性强,LTCC 基板与铝硅外壳结合封装相得益彰。
LTCC 基板与金属围框结合可实现具有不同引脚形式 的 PGA、BGA、 穿 墙 无 引 脚 、QFP、LCC 和3D-MCM 等气密性 LTCC 一体化封装。LTCC 一体化封装的基板与金属围框的气密性焊接封装漏率能小于 1.0×10 -2 Pa·cm 3 /s,通过密封工艺加固或焊有金属底板的 LTCC 封装漏率可小于 1.0×10 -3 Pa·cm 3 /s。LTCC3D-MCM 中,隔板可独立制作或与基板制作在一起。针对基板上元器件的不同高度,用适当直径的焊球作为焊料凸点,可以采用无隔板、组合隔板或多块隔板三种不同结构实现多叠层模块垂直互连。
展望未来,LTCC 封装技术发展将向高热膨胀系数 LTCC 封装、高导热 LTCC 封装、低成本 LTCC 封装和系统级 LTCC 封装的方向发展。
|




